+8615674993216
+8615674993216 sales@forever-steels.com
sales@forever-steels.com
 English
English العربية
العربية



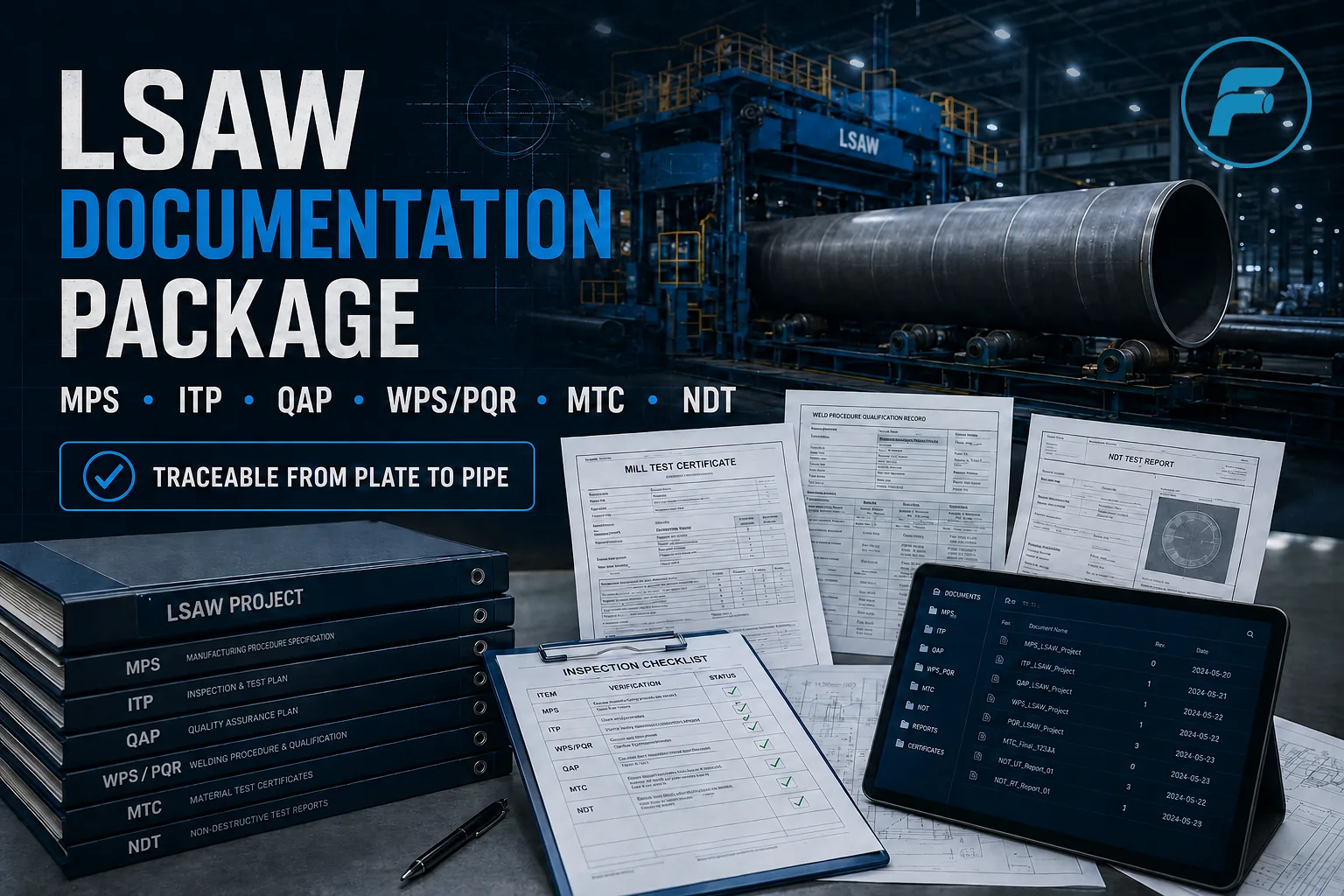
For project LSAW pipe, the documents are part of the product. From our previous order close-outs, most document problems are not missing certificates; they are broken links between documents. The MTC carries one heat number, the NDT report uses a batch number, the hydrotest sheet lists only a quantity, and the packing list introduces a different pipe-number format. Each report may look complete on its own, but the buyer cannot trace one delivered pipe back to its plate and tests.
We therefore agree the document register before plate procurement. The register identifies submission date, approval status, revision and whether a record is required before production, before shipment or in the final data book.
|
Document |
What it must prove |
|
MPS |
The actual plate, forming, welding, expansion and inspection route |
|
ITP |
Inspection stage, acceptance basis, record and witness/hold point |
|
QAP |
Responsibility, document control, calibration and NCR handling |
|
WPS/PQR |
Welding instructions and qualification for the actual material/thickness |
|
MTC |
Heat, grade, chemistry, mechanical results and delivery condition |
|
NDT report |
Pipe identity, coverage, procedure, calibration and final status |
|
Hydrotest report |
Pipe number, pressure, hold time and result |
|
Dimensional report |
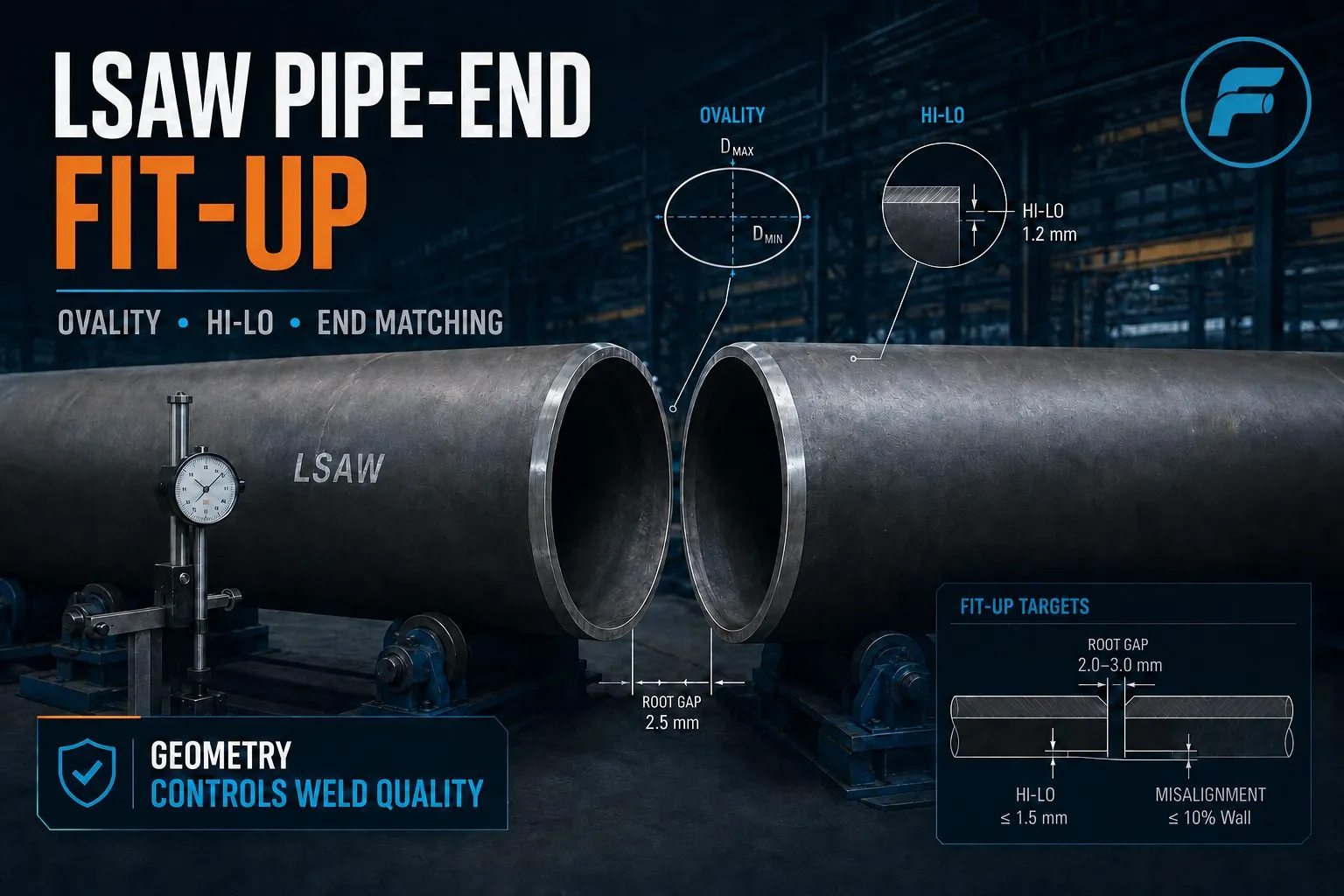
OD, wall, ovality, length, straightness and pipe ends |
The MPS should describe the proposed line, not copy the product standard. It should identify the plate source basis, incoming inspection, edge milling, forming, pre-welding, internal and external SAW, expansion, NDT sequence, hydrotest, end finishing and traceability. If repair is permitted, the route and reinspection must be referenced.
The manufacturing route and document route should use the same identifiers. Plate number, heat number, pipe number, test-lot number and coating number may all be needed, but their relationship must be defined in a master traceability list. In previous close-outs, we have seen good inspection reports become difficult to use because each department created its own numbering convention. The technical work was completed, but the buyer could not verify it efficiently.
The ITP is the working document used during production. We check that each hold or witness point has a clear notification rule and record. “100% UT” is not a sufficient entry unless the examined zone, procedure and acceptance criterion are identified.
The WPS/PQR review focuses on coverage. The correct grade in the title does not prove that the qualified thickness, joint design, heat input and consumables cover the order. Where impact, hardness or sour-service requirements apply, they must appear in the qualification basis and production test plan.
Traceability is tested in both directions. We select a finished pipe and trace pipe number to plate number, heat, MTC, production lot, NDT, hydrotest and final inspection. We also select a heat and confirm every affected pipe. If this cannot be done before shipment, compiling a larger final data book will not solve it.
NDT reports must preserve the first result, repair and final result. In our experience, a report that shows only “accepted” creates questions when repair marks or production logs indicate otherwise. Repair is not automatically a quality failure; untraceable repair is.
Hydrotest records should identify each pipe, test pressure, hold period, date and result. If a test is interrupted because of equipment or seal leakage, the event and retest should remain visible. The same principle applies to mechanical testing: sample identity, orientation, test lot and retest basis must be traceable. A final certificate that only shows the passing value is not sufficient when the governing requirement calls for the original result and disposition.
Dimensional reports need the level of detail required by the installation method. Lot summaries may be adequate for standard supply, while critical pipeline work can require individual end maps, bevel inspection and end matching records. Coated pipe adds another link: the coating report and repair log must identify the base pipe after markings have been covered.
|
Final data-book section |
Typical contents |
|
Contract basis |
PO, data sheet, specifications and approved deviations |
|
Approved procedures |
MPS, QAP, ITP, WPS/PQR and NDT procedures |
|
Material records |
Plate certificates, receiving inspection and traceability list |
|
Production tests |
Mechanical, toughness and supplementary test reports |
|
Individual pipe records |
NDT, hydrotest, dimensions, repairs and coating |
|
Release records |
NCR close-out, packing list and release certificate |
Before release, we sample documents across different heats and production periods rather than checking only the first report. We look for inconsistent standard editions, missing pipe numbers, superseded procedures, unsigned revisions and coating records that cannot be linked to the base pipe.
The final review also checks approved deviations. A technical clarification agreed during bidding can disappear when the purchase order, MPS and MTC are prepared by different teams. We keep an approved-deviation register in the data book and verify that the final product and certificate wording reflect the same decision. This prevents a resolved issue from returning during third-party release or destination inspection.
For LSAW steel pipe orders requiring third-party inspection or EN 10204 3.2 certification, the witness arrangement should be agreed before production. Retrospective endorsement is not equivalent to inspection carried out under an approved plan.
· LSAW Steel Pipe Product Specifications and Supply Range
· Raw Material and Heat Number Traceability for Steel Pipes
· LSAW Pipe Nonconformance: How We Contain, Repair and Close the Record