+8615674993216
+8615674993216 sales@forever-steels.com
sales@forever-steels.com
 English
English العربية
العربية



ASTM A106 pipe is frequently quoted as a simple combination of grade, nominal pipe size and schedule. That description is enough to identify a catalog item, but it is not enough to control a project order. Two quotations can both state “ASTM A106 Grade B, ASME B36.10M, seamless” while differing materially in wall basis, dimensional tolerances, heat treatment route, supplementary testing, document level, marking, end preparation and inspection access. Those differences often appear only after purchase order placement, when changing them affects cost and delivery.
This guide is written for buyers, piping engineers, inspectors and project teams preparing an inquiry or reviewing a supplier offer. It focuses on the decisions that prevent ambiguous orders: which document controls each requirement, how to define the design size without turning a schedule into a tolerance, what evidence should appear in the material test certificate, and which inspection points deserve witness or hold status. It complements rather than repeats comparisons such as ASTM A53 versus ASTM A106.
The practical first step is a service-data sheet. Record the maximum and minimum design temperatures, design pressure, process medium, cyclic or steady operation, sour-service requirement if any, external environment, insulation condition and planned fabrication. If the line will be bent, threaded, welded, hot formed or post-weld heat treated, state that before quotation. These operations can influence chemistry limits, heat treatment selection, end allowance, length and testing.
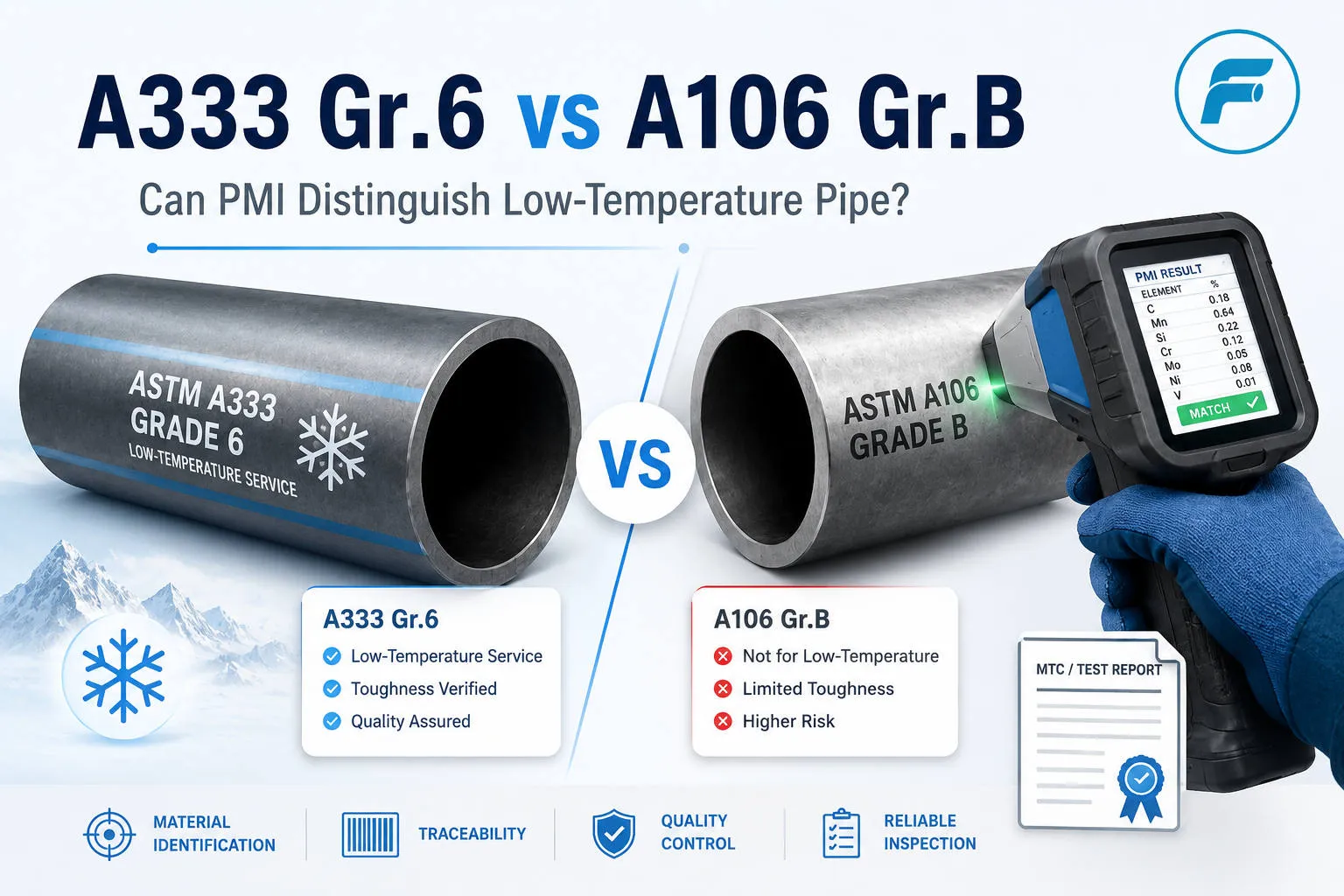
Do not use A106 as shorthand for every carbon steel seamless-pipe duty. Low-temperature service may require impact-tested material under another specification; mechanical tubing is controlled differently; boiler and heat-exchanger tubes have tube-specific dimensional and testing rules. The engineering requisition should state why A106 is selected and identify any companion requirements. That is more reliable than asking the supplier to choose a grade from temperature alone.
|
Input to freeze before RFQ |
Why it changes the order |
Evidence or decision required |
|
Design code and project specification |
Establish design, examination and documentation hierarchy |
List exact code, project document number and edition |
|
Pressure, temperature and medium |
Supports material selection and wall calculation |
Approved line class or material selection record |
|
NPS, schedule or ordered wall |
Defines nominal geometry, not all acceptance limits |
Dimensional schedule plus specified wall basis |
|
Corrosion/erosion allowance |
Influences required nominal or minimum wall |
Engineering calculation and purchase description |
|
Welding, bending or threading |
May require chemistry controls, extra length or heat treatment |
Fabrication route and applicable procedure requirements |
|
Inspection level |
Affects production plan, records, cost and lead time |
ITP with review, witness and hold points |
Grade B is the most commonly requested A106 grade, but familiarity is not a design justification. Grades A, B and C have different chemical and mechanical requirements. Higher strength may help a calculation, yet it can also affect welding controls, forming behavior and compatibility with an existing line. Substitution should therefore be approved against the line class and welding procedures, not accepted because the substitute has a higher yield strength.
For brownfield replacement, review the original material records, positive material identification strategy, weld procedure qualification and adjacent component ratings. “Upgrade to Grade C” can create a mismatch with approved consumables or hardness controls. Conversely, accepting Grade A against a Grade B purchase order is not justified by identical dimensions. The grade is part of the material identity.
The requisition should also control product form. ASTM A106 is a seamless pipe specification, so an offer for welded pipe under a different specification is an alternative, not compliance. Ask suppliers to place deviations and alternatives in a separate schedule. A clean commercial comparison then distinguishes a compliant base offer from value-engineered options.
Nominal pipe size is not measured outside diameter, and schedule is not a universal tolerance class. ASME B36.10M provides standardized outside diameters and nominal wall thicknesses. ASTM A106 and its referenced general requirements provide acceptance rules. The inquiry should state NPS, schedule or nominal wall, length type, end finish and any special dimensional controls.
If design requires a minimum wall after manufacturing tolerance, do not write only “Schedule 80 minimum.” State the calculated minimum wall, corrosion allowance and selected nominal wall, then have engineering confirm how negative mill tolerance is treated. Where the ordered wall is nonstandard, label it explicitly and confirm manufacturing feasibility. This avoids a supplier interpreting a calculated minimum as the nominal ordered thickness.
For large-diameter A106 requirements that fall outside conventional hot-rolled availability, the hot expanded seamless steel pipe route can be reviewed as a project-specific option. Expansion ratio, final OD and wall tolerance, ovality, heat treatment and NDE still require separate engineering approval; the product-page link is a supply route, not an automatic technical substitution.
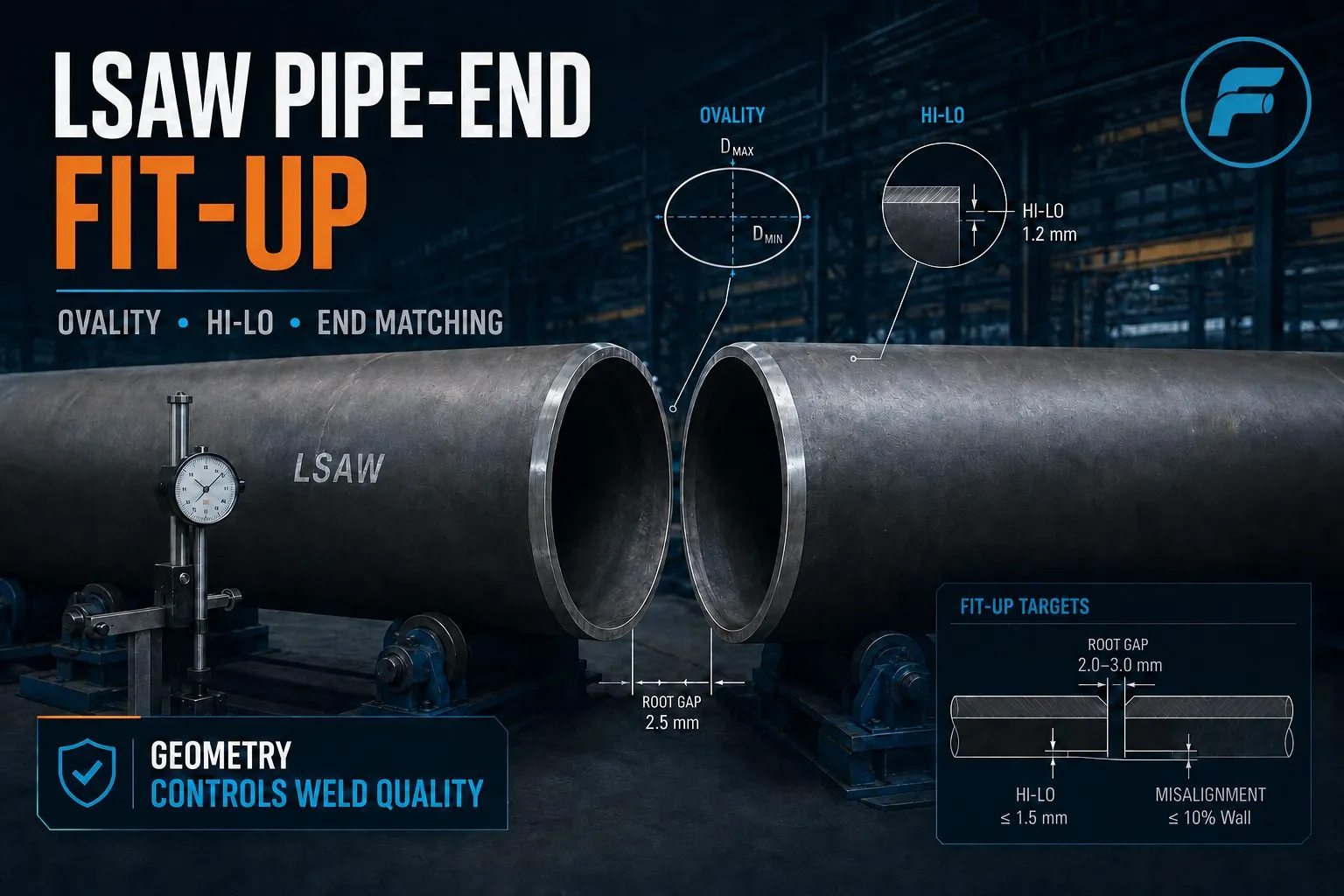
Outside diameter, wall thickness, inside diameter, straightness, ovality and mass are related but not interchangeable controls. A general-purpose line pipe order may need standard OD and wall acceptance only. A close-fitting spool, bored connection, mechanical coupling or pigging application may justify tighter or additional controls. Any tighter tolerance needs a measurement method, sampling plan and acceptance rule; otherwise it is only an aspiration.
Length deserves similar precision. “Random length” can produce fabrication waste if the allowable range is not suitable for the cut plan. Fixed length should state length, tolerance, whether facing or beveling occurs before measurement, and required sacrificial allowance. For multiple cut pieces, ask whether heat-number transfer and piece identification are included.
|
Purchase term |
State this in the RFQ |
Do not assume |
|
Size |
NPS and dimensional standard |
NPS equals measured OD |
|
Wall |
Schedule and nominal wall, or explicit ordered wall |
Schedule automatically means minimum wall |
|
Length |
Single/double random or fixed length with tolerance |
Every mill uses the same random-length range |
|
Ends |
Plain, beveled or threaded; bevel standard and land if applicable |
“BE” defines every project bevel detail |
|
Straightness/ovality |
Standard acceptance or project limit plus measurement method |
A tighter limit is included without quotation impact |
|
Identification |
Marking content, location and transfer after cutting |
Cut pieces remain traceable automatically |
The base material specification establishes test provisions, but the order must clearly state permitted options and project additions. Hydrostatic testing checks pressure integrity under defined conditions. Nondestructive electric testing can provide another form of examination, but it is not automatically identical in purpose or coverage. A waiver or substitution should be supported by the governing specification and approved purchase description.
For NDE, identify the method, reference standard, calibration reference, coverage, acceptance criteria, operator qualification and record format. “UT tested” is incomplete. It does not say whether the examination is full-body, what discontinuities are targeted, how ends are handled or what threshold applies. If the project requires lamination checks at pipe ends for field welding, state the scanned zone and reporting requirements separately.
Third-party inspection should focus on evidence and control points, not continuous presence without purpose. Useful witness points include material identification, mechanical testing, hydrostatic or NDE setup, dimensional inspection, visual and marking inspection, and document review. A hold point should be reserved for an activity that must not proceed without release; overusing hold points can delay production without improving quality.
|
ITP stage |
Typical control |
Buyer record to retain |
|
Raw material receipt |
Heat identity and input-document review |
Traceability register and source documents |
|
Forming/thermal processing |
Approved route and batch association |
Process traveler and furnace chart where applicable |
|
Mechanical tests |
Lot definition, specimen identity, calibrated machine |
Numerical laboratory report |
|
Pressure/NDE |
Approved procedure, setup and acceptance |
Test chart or electronic report and operator details |
|
Dimensions and visual |
Calibrated instruments and sampling plan |
Inspection report with actual results |
|
Final release |
Marking, quantity, packing and dossier completeness |
Release note, packing list and indexed dossier |
An EN 10204 3.1 inspection certificate is often requested for international projects. The certificate type, however, does not correct an incomplete purchase description. The buyer should state the required inspection document and then define the information and supporting reports expected in the final dossier. If a 3.2 document is required, identify the validating parties and responsibilities before production.
The certificate should connect manufacturer, order, specification and edition, grade, dimensions, quantity or mass, heat number, test lot, manufacturing or heat treatment condition, chemistry, mechanical results, required supplementary tests, hydrostatic or NDE status, and authorized validation. Check that values are numerical where required and that units are clear. Verify that heat and lot identities agree with pipe marking and supporting reports.
Document review is strongest when performed at three stages. First, approve a blank certificate template before manufacture. Second, review sample records during production if the order is critical. Third, reconcile the final certificate, test reports, packing list and physical marking before release. Waiting until shipment to discover missing heat-treatment or NDE traceability creates avoidable disputes.
Price comparison should begin only after technical normalization. Require the supplier to respond line by line: comply, deviate or clarify. A quotation that repeats the RFQ title but omits tests, certificate type or length tolerance is not fully compliant. Ask for a separate deviation list even when the supplier states “as per specification.”
Review availability and manufacturing feasibility alongside compliance. Large diameter, heavy wall, nonstandard wall, short fixed length, unusually tight tolerances or small quantity can change the production route and minimum order. Confirm whether material is ex-stock, scheduled mill production or sourced from an approved sub-supplier. The offer should identify manufacturer and country of origin if the project requires approval.
Commercial terms also affect technical risk. Define when the delivery clock starts, what approvals stop or do not stop it, how rejected material is handled, whether additional tests are priced, and who pays for third-party inspection. A low unit price can become expensive if documentation, retesting, cutting loss or preservation is excluded.
Before releasing the inquiry, verify that the requisition includes the following:
· ASTM A106/A106M grade and frozen edition, plus referenced general requirements.
· Applicable design code, project specification and precedence order.
· NPS, ASME B36.10M dimension, schedule or explicit nominal wall, and quantity.
· Length type, fixed-length tolerance, end finish and cutting allowance.
· Design temperature, pressure, medium and minimum design metal temperature where relevant.
· Manufacturing route, required heat treatment and surface condition.
· Chemistry additions, carbon-equivalent formula or product analysis only when engineering requires them.
· Mechanical tests, impact test details if applicable, pressure test and NDE options.
· Dimensional, visual, straightness, ovality or end-lamination requirements beyond the base standard.
· Inspection-document type, MTC fields, supporting reports and dossier index.
· ITP review, witness and hold points; inspector notification period.
· Marking, traceability transfer, preservation, caps, bundling and shipping marks.
· Supplier deviation schedule and approved-sub-supplier disclosure.
An ASTM A106 order is controlled when the buyer converts service conditions into a frozen document hierarchy, dimensional basis, test plan and traceable evidence package. Grade and schedule remain essential, but they are only two fields in that control system. A clear RFQ lets qualified suppliers quote comparable scope, lets inspectors verify objective requirements and lets fabricators receive pipe whose identity and condition match the design basis.
For available size and supply options, use the Forever Steel seamless steel pipe range as the commercial starting point, then issue the project data sheet and requirements above for technical review.
· ASTM A53 vs A106 Pipe: How to Choose When the Size Looks the Same
· ASTM A333 Grade 6 vs ASTM A106 Grade B
Standards are copyrighted and editions change. Confirm the edition specified by the project and obtain licensed copies before procurement or acceptance.
1. ASTM International,ASTM A106/A106M-26 — Standard Specification for Seamless Carbon Steel Pipe for High-Temperature Service
2. ASTM International,ASTM A530/A530M — Standard Specification for General Requirements for Specialized Carbon and Alloy Steel Pipe
3. ASME,B36.10M — Welded and Seamless Wrought Steel Pipe
4. ASME,B31.3 — Process Piping
5. BSI,BS EN 10204 — Metallic Products: Types of Inspection Documents
6. ASNT,What Is Nondestructive Testing?
7. TWI,Carbon Equivalent Formulae in Relation to Hydrogen Cracking