 +8615674993216
+8615674993216 sales@forever-steels.com
sales@forever-steels.com
 English
English العربية
العربية


A nonconformance is a failure to meet a stated requirement. It is not automatically a rejection, and a later passing result does not erase the first failure. From our previous quality reviews, the most important early action is to preserve identity and define the affected population before repair work starts.
If one weld indication is found, we identify the pipe, heat, plate, welding shift, equipment setup and inspection batch. We check the last verified conforming pipe and whether related material has moved to expansion, coating or packing. A red tag on one pipe is not enough if the cause can affect a production run.
|
Nonconformance |
First technical check |
Possible affected population |
|
Plate lamination |
Location, size, plate UT and end zone |
Same plate or heat |
|
Weld indication |
Procedure, parameters, joint geometry and consumables |
Same setup or shift |
|
Excess ovality |
Measurement method, expansion and handling |
Same size batch or stack |
|
Hydrotest failure |
Pipe leak versus test equipment/seal |
Same pipe, setup or lot |
|
Coating holiday |
Surface preparation and process condition |
Coating batch |
|
Document mismatch |
Original heat and pipe-number records |
All records using the same transfer |
For plate lamination, grinding is not a solution to a subsurface indication. The area is mapped and evaluated against the applicable acceptance standard. If cutting back the end is permitted, length, bevel, wall thickness and end-area NDT are repeated.
The location of a lamination matters. An isolated indication in the pipe body, an indication opening at the bevel and an indication close to the longitudinal seam do not receive the same engineering review. We check the original plate UT record and extend examination far enough to define the boundary. If the condition can affect other pipes from the same plate or heat, containment is expanded before disposition.
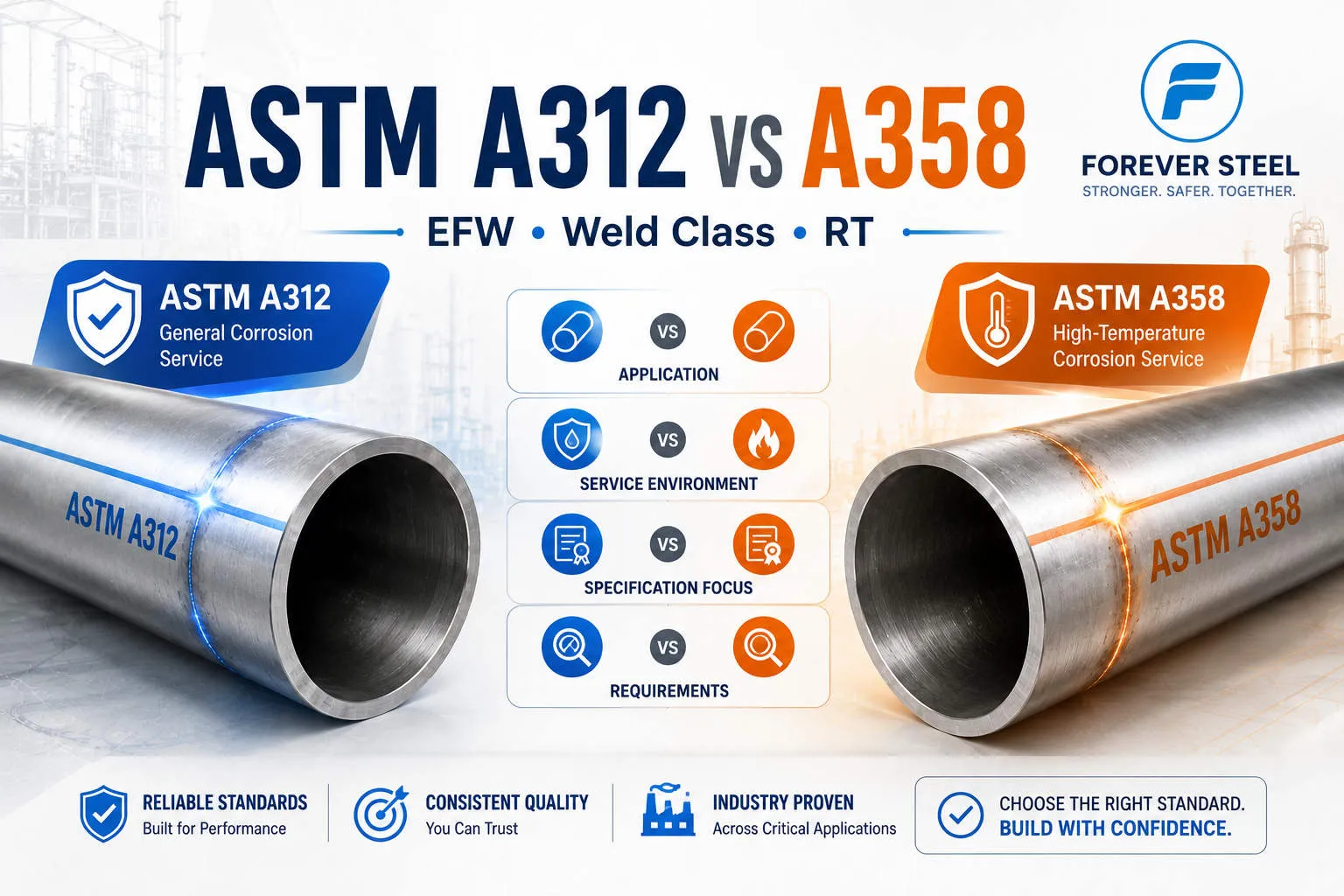
For weld indications, the NDT result is evaluated before it is called a defect. Cracks, lack of fusion, slag and porosity have different causes. We review edge preparation, pre-weld alignment, heat input, flux condition and equipment records. If repair welding is allowed, excavation, confirmation of removal, repair parameters and re-examination follow an approved procedure. The original and final results remain in the record.
Repeated indications at a similar depth or clock position normally point to a process condition rather than isolated workmanship. In that case, reviewing only the rejected pipe is too narrow. We examine the production window, equipment calibration, probe setup and adjacent pipes produced before and after the event. This is where trend records provide more value than a stack of individual “accepted after repair” reports.
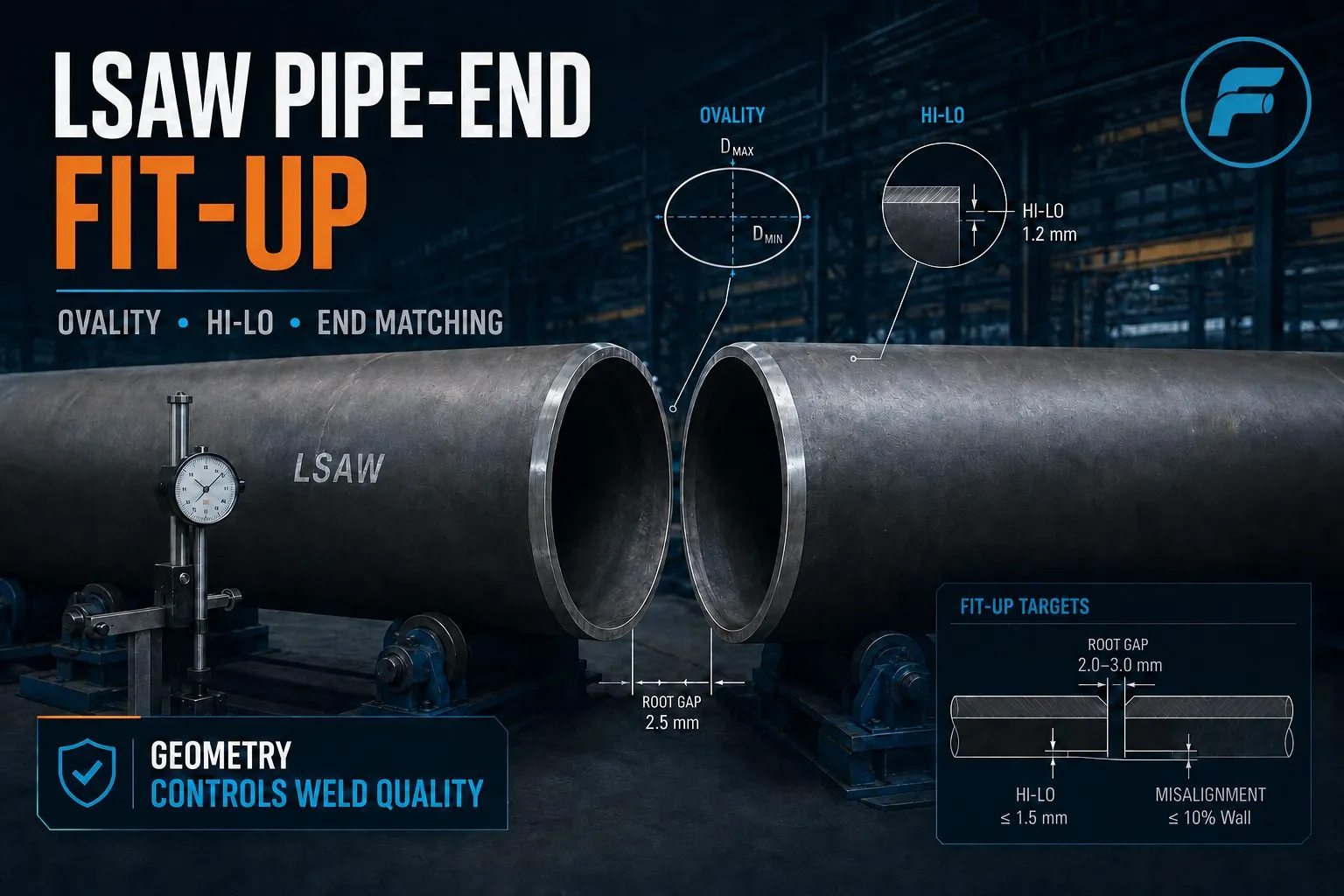
Dimensional problems require confirmation of method and location. Average OD, local OD and ovality are not the same measurement. Re-rounding, pressing or heat correction can affect material and weld condition, so it requires an approved method and final dimensional/NDT verification. Re-beveling also changes length and exposes a new end section.
Hydrotest and mechanical-test failures follow the retest rules of the governing requirement. A convenient replacement specimen cannot simply be selected. We first verify sample identity, orientation, machining and equipment calibration. If the result is valid, the affected heat or lot stays on hold until disposition.
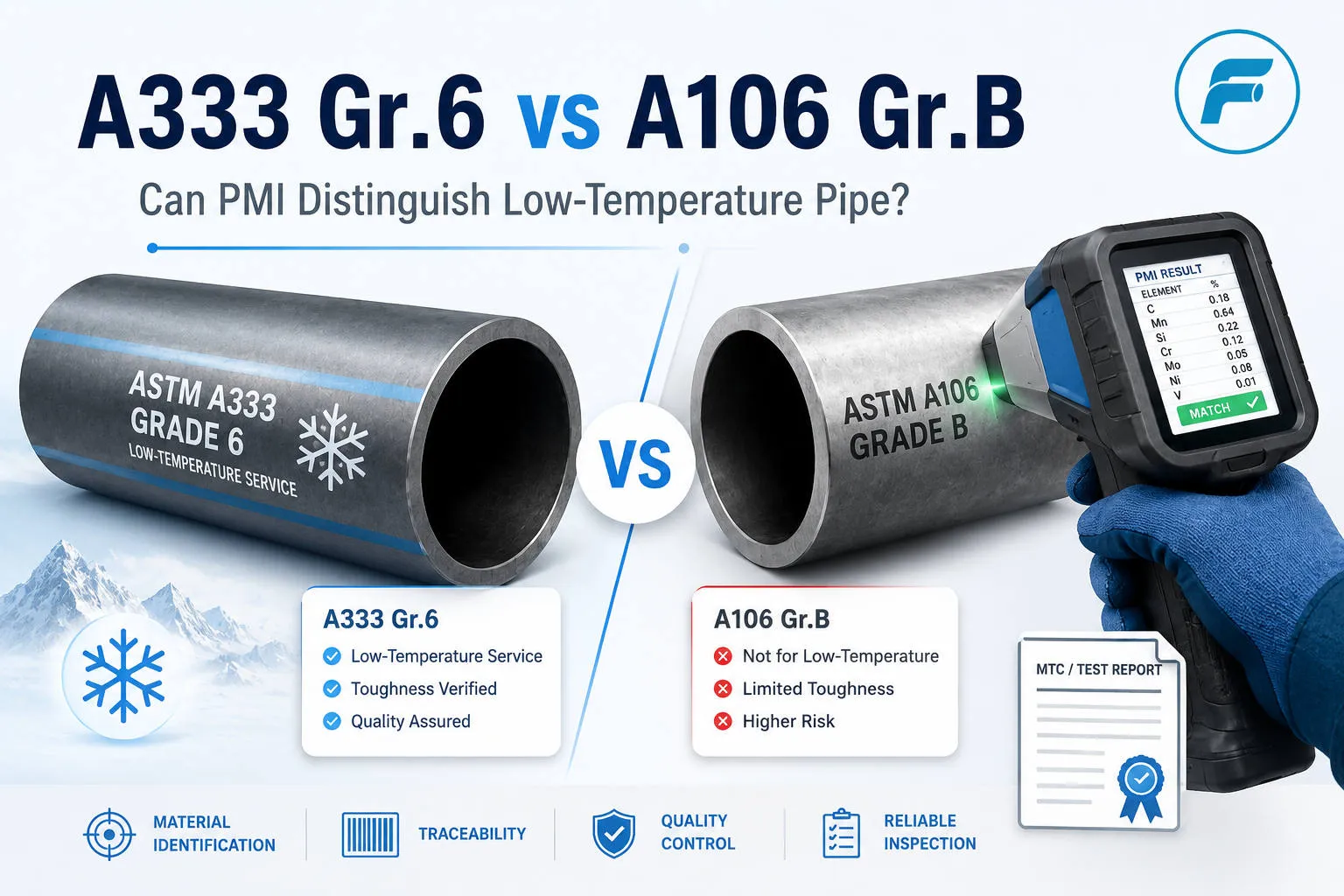
Document mismatch is treated as a nonconformance because traceability cannot be repaired by editing a certificate until the numbers agree. We return to original plate records, production logs, test files and marking records. Corrections are revised, dated and authorized; the original issue remains auditable.
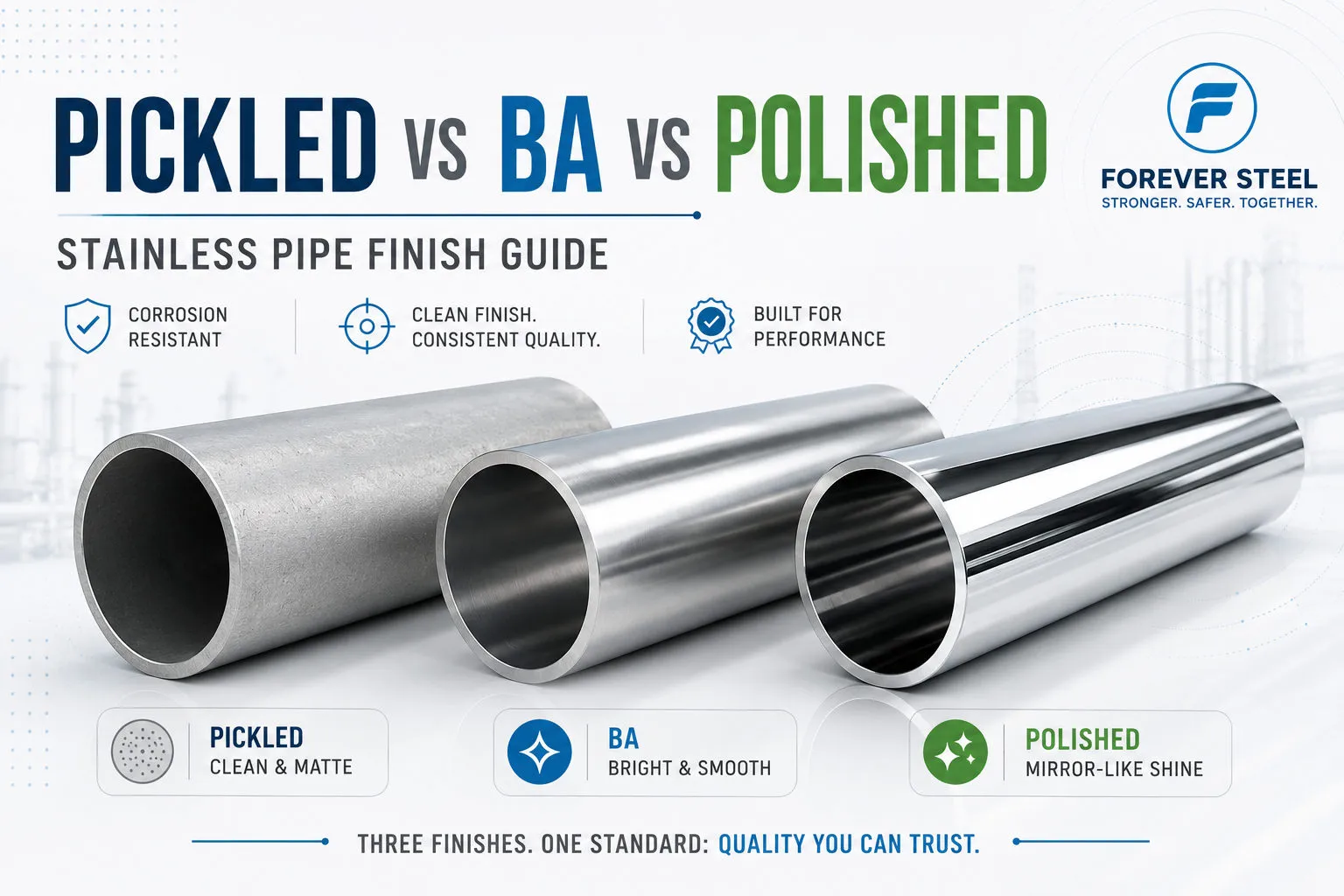
Coating nonconformance follows the same logic. A local holiday or handling scar may be repaired under the approved coating procedure, but widespread low thickness or adhesion failure requires review of surface preparation, environmental conditions, application parameters and cure. The repair report must retain the base-pipe identity and record the final holiday test.
For hydrotest failure, we first separate a pipe leak from test-head, seal or recording failure. A valid pipe failure triggers product containment and investigation. An equipment interruption is documented and the pipe is retested under the approved method. Neither event should disappear from the production history.
|
Disposition |
Technical meaning |
|
Rework |
Return the product to the original requirement |
|
Repair |
Make the product acceptable through an approved method |
|
Regrade |
Accept under a different defined grade or category |
|
Concession |
Purchaser accepts a specific deviation |
|
Reject |
Product cannot be technically recovered or approved |
The NCR close-out includes the requirement, affected pipe numbers, containment, investigation, disposition approval, repair method, reinspection, updated traceability and corrective action. “Operator error” is not an adequate root cause unless the process condition that allowed the error is also corrected.
Approval authority is important. Supplier quality personnel may approve routine rework within an existing procedure, but a concession against the purchase requirement normally belongs to the purchaser or design authority. “Use as is” should not be used to hide a deviation. If the requirement is not met, the approval must state exactly what is being accepted and for which pipes.
Repeated accepted repairs are reviewed as a trend. Individual close-out sheets can all be complete while the process is moving out of control. For LSAW steel pipe, repair rate, indication type, location and production period should be reviewed together.
· LSAW Steel Pipe Product Specifications and Supply Range
· Common Steel Pipe Welding Defects
· Passed 100% NDT? What UT and RT Actually Prove About the Weld
· Can This LSAW Pipe Size Be Manufactured? A Practical OD × WT × Grade Review
















