 +8615674993216
+8615674993216 sales@forever-steels.com
sales@forever-steels.com
 English
English العربية
العربية


Outside Diameter (O.D.): 16"–72" (406.4mm–1828.8mm)
Wall Thickness (W.T.): 6.0mm–100mm (Up to SCH 160)
Length: Single Pipe Up to 36 meters.
Jointing: Custom lengths available via professional circumferential welding for structural applications.
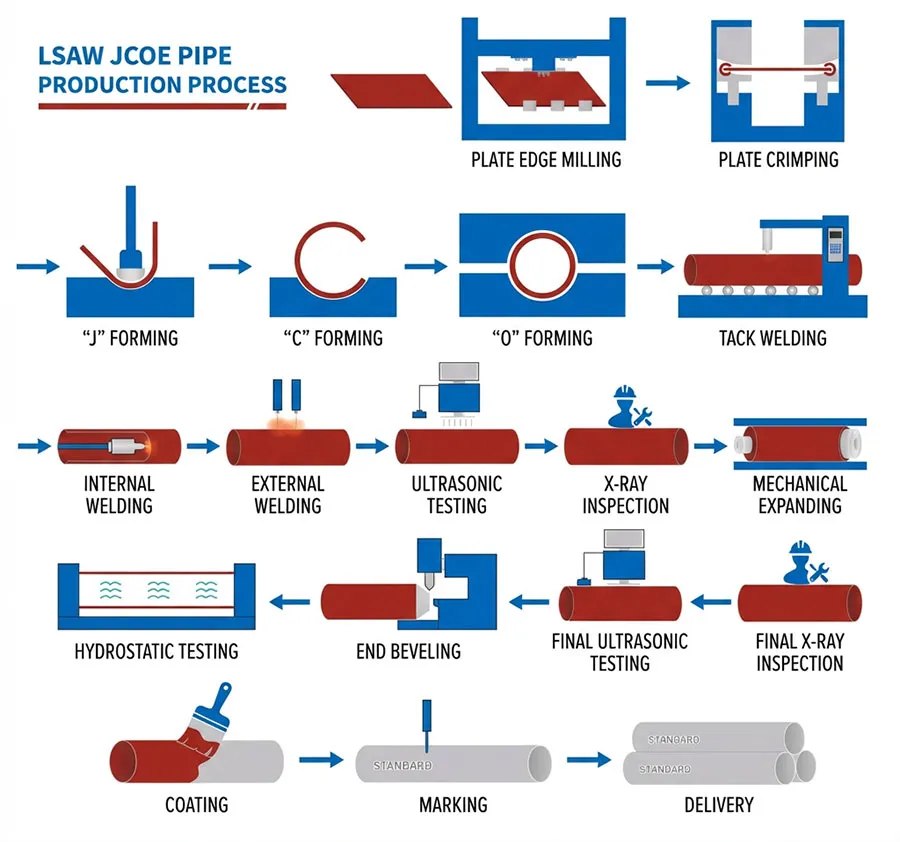
Production Process: High-precision JCOE / UOE / Bending Forming.
Our production facility strictly adheres to international quality protocols, ensuring full compliance with the following standards:
API 5L (PSL1 & PSL2): Grades B, X42, X46, X52, X56, X60, X65, X70, X80.
ASTM / ASME: ASTM A671, A672, A252 (Grades 1, 2, 3).
European Standards: EN 10219 (S235JRH, S275J0H, S355J2H), EN 10217.
German Standards: DIN 2458 / DIN 17172.
To facilitate seamless field welding and ensure joint structural integrity:
Bevelled Ends: Precisely machined to 30°(+5°/-0°) with a 1.6mm (±0.8mm) root face per ANSI B16.25.
Plain Ends: Square cut (90°), deburred to eliminate sharp edges.
Special Preparation: Custom bevel configurations or internal counter-boring for heavy-wall pipes.
We provide multi-layer coating systems to mitigate corrosion in diverse terrestrial and subsea conditions:
Standard Protection: Black bitumen paint, clear varnish, or transparent anti-rust oil.
Advanced Anti-Corrosion: 3PE (3-Layer Polyethylene), 3PP, FBE (Fusion Bonded Epoxy) compliant with DIN 30670 / CAN CSA Z245.21.
Internal Lining: Liquid epoxy coating for friction reduction and enhanced flow efficiency.
100% NDT Testing: Full-length Ultrasonic Testing (UT) and X-ray Inspection of weld seams.
Mechanical Expanding: Cold mechanical expanding process ensures uniform diameter and eliminates internal residual stress, enhancing dimensional precision.
Certification: Mill Test Certificates (MTC) provided in accordance with EN 10204 3.1 (3.2 available upon request).
Third-Party Inspection: Full cooperation with SGS, BV, TUV, DNV, or client-appointed inspectors.
Our logistics team ensures that your cargo reaches the destination in "Mill-New" condition:
Pipe Protection: Heavy-duty plastic end caps or steel ring protectors to prevent bevel deformation and internal contamination.
Packaging: Bulk shipment or containerized loading. Large diameter pipes are often shipped with "Nested" loading where feasible to optimize freight costs.
Marking: Professional stenciling of Heat Number, Pipe Number, Dimensions, Steel Grade, and Manufacturer Code for full traceability.
Critical Shipping Precautions:
Strict use of non-metallic slings to prevent surface scarring.
Robust sea-worthy bracing and timber dunnage to mitigate shifting during maritime transit.
Rigid lashing procedures for both "On Deck" and "Below Deck" storage.
LSAW steel pipes are engineered for critical infrastructure where safety and extreme durability are non-negotiable:
LSAW pipes are the global standard for high-pressure, long-distance trunk lines. They are used to transport crude oil, natural gas, and water across vast terrains, including onshore and offshore environments.
Specifically designed to withstand the crushing external pressures of deep-sea environments and the corrosive nature of saltwater. They are vital for subsea pipelines, risers, and jacket structures for offshore platforms.
In the construction industry, LSAW pipes serve as critical load-bearing components.
Bridge Construction:Used for bridge piers and structural arches.
Large-Scale Facilities:Used in the skeletal frameworks of stadiums, airports, and high-rise buildings.
Piling Projects:Ideal for foundation piling in ports, docks, and coastal defenses.
LSAW pipes are increasingly used as the foundational steel piles for offshore wind turbines, where they must support massive weight while enduring constant wave action and offshore wind loads.
Used in heavy industrial complexes for high-temperature and high-pressure steam or chemical conveyance systems where smaller diameter or thinner-walled pipes would fail.
| Outer Diameter (OD) | Wall Thickness (WT) Range | Length Range | Common Applications |
| 16" (406.4 mm) | 6.35 mm – 40.00 mm | 5.8m – 12.5m | Oil & Gas / Standard Pipelines |
| 20" (508.0 mm) | 7.92 mm – 50.00 mm | 5.8m – 12.5m | High Pressure Transmission |
| 24" (609.6 mm) | 7.92 mm – 60.00 mm | 5.8m – 12.5m | Natural Gas Mainlines |
| 30" (762.0 mm) | 9.53 mm – 70.00 mm | 5.8m – 12.5m | Long-distance Gas Lines |
| 36" (914.4 mm) | 12.70 mm – 80.00 mm | 5.8m – 12.5m | Major Infrastructure / Water |
| 40" (1016.0 mm) | 12.70 mm – 80.00 mm | 5.8m – 12.5m | Offshore Piling / Sea Water |
| 42" (1066.8 mm) | 12.70 mm – 85.00 mm | 5.8m – 12.5m | Structural Steel / Casing |
| 48" (1219.2 mm) | 15.88 mm – 90.00 mm | 5.8m – 12.8m | Large Diameter Mainlines |
| 52" (1320.8 mm) | 15.88 mm – 90.00 mm | 5.8m – 12.8m | Heavy Load Structures |
| 56" (1422.4 mm) | 15.88 mm – 100.00 mm | 5.8m – 12.8m | Civil Engineering / Tunnels |
| 60" (1524.0 mm) | 19.05 mm – 100.00 mm | 5.8m – 12.8m | Marine Terminals / Jetty Piles |
| 64" (1625.6 mm) | 19.05 mm – 100.00 mm | 5.8m – 12.0m | Deep Water Intake Pipes |
| 68" (1727.2 mm) | 22.00 mm – 100.00 mm | 5.8m – 12.0m | Heavy Bridge Support Piles |
| 72" (1828.8 mm) | 22.00 mm – 100.00 mm | 5.8m – 12.0m | Mega-Infrastructure / Dredging |
| API 5L (PSL 1) |
A, B, X42, X46, X52, X56, X60, X65, X70 |
Outside Diameter (OD) | Body | ±0.75% of OD | |
| Pipe End | ±1.6 mm (0.063") | ||||
| Wall Thickness (WT) | 5.0 mm – 25.0 mm | +15.0% / -12.5% | |||
| Length | Random | ± 500 mm | |||
| API 5L (PSL 2) |
B, X42, X46, X52, X56, X60, X65, X70, X80 |
Outside Diameter (OD) | Body | ±0.50% of OD (Max ±4.0 mm) | |
| Pipe End | ±1.6 mm (0.063") | ||||
| Wall Thickness (WT) | > 10.0 mm | +3.0 mm / -1.5 mm | |||
| Out-of-Roundness | Pipe End | ≤ 1.0% of OD (Max 15 mm) | |||
| GB/T 9711 |
L245, L290, L360, L415, L450, L485, L555 |
OD / WT | All | Aligns with API 5L PSL 2 | |
| EN 10219 | S235, S275, S355 (All Suffixes) | Outside Diameter (OD) | All | ±1.0% (Min ±0.5 mm) | |
| Wall Thickness (WT) | WT > 5 mm | ±10% | |||
| Straightness | Total Length | ≤ 0.2% of total length | |||
| AS/NZS 1163 | C250, C250L0, C350, C350L0 | Outside Diameter (OD) | All | ±1.0% (Min ±0.5 mm) | |
| Wall Thickness (WT) | All | ±10% (Min ±0.5 mm) | |||
| Chemical Components (%) | Mechanical Properties | Impact Test | |||||||||
| Standard | Grade | C (%) | Si (%) | Mn (%) | P (%) | S (%) | Yield (MPa) | Tensile (MPa) | Elong. (%) | Impact Temp | Impact Energy (J) |
| API 5L PSL1 | B | 0.28 | - | 1.2 | 0.03 | 0.03 | ≥ 245 | ≥ 415 | 23 | N/A | N/A |
| X42 | 0.28 | - | 1.3 | 0.03 | 0.03 | ≥ 290 | ≥ 415 | 23 | N/A | N/A | |
| X46 | 0.28 | - | 1.4 | 0.03 | 0.03 | ≥ 320 | ≥ 435 | 22 | N/A | N/A | |
| X52 | 0.28 | - | 1.4 | 0.03 | 0.03 | ≥ 360 | ≥ 460 | 21 | N/A | N/A | |
| X56 | 0.28 | - | 1.4 | 0.03 | 0.03 | ≥ 390 | ≥ 490 | 19 | N/A | N/A | |
| X60 | 0.28 | - | 1.4 | 0.03 | 0.03 | ≥ 415 | ≥ 520 | 19 | N/A | N/A | |
| X65 | 0.28 | - | 1.45 | 0.03 | 0.03 | ≥ 450 | ≥ 535 | 18 | N/A | N/A | |
| X70 | 0.28 | - | 1.45 | 0.03 | 0.03 | ≥ 485 | ≥ 570 | 18 | N/A | N/A | |
| API 5L PSL2 | B | 0.22 | 0.45 | 1.2 | 0.025 | 0.015 | 245-450 | ≥ 415 | 23 | 0°C | ≥ 27 |
| X42 | 0.22 | 0.45 | 1.3 | 0.025 | 0.015 | 290-496 | ≥ 415 | 23 | 0°C | ≥ 27 | |
| X52 | 0.22 | 0.45 | 1.4 | 0.025 | 0.015 | 360-530 | ≥ 460 | 21 | 0°C | ≥ 27 | |
| X60 | 0.12 | 0.45 | 1.6 | 0.02 | 0.01 | 415-565 | ≥ 520 | 19 | 0°C | ≥ 27 | |
| X65 | 0.12 | 0.45 | 1.6 | 0.02 | 0.01 | 450-600 | ≥ 535 | 18 | 0°C | ≥ 27 | |
| X70 | 0.12 | 0.45 | 1.7 | 0.02 | 0.01 | 485-635 | ≥ 570 | 18 | 0°C | ≥ 27 | |
| GB/T 9711 | L245N | 0.24 | 0.4 | 1.2 | 0.025 | 0.015 | 245-450 | ≥ 415 | 23 | 0°C | ≥ 27 |
| (PSL2 Equiv.) | L360N | 0.24 | 0.45 | 1.4 | 0.025 | 0.015 | 360-530 | ≥ 460 | 21 | 0°C | ≥ 27 |
| EN 10219 | S235JR | 0.17 | - | 1.4 | 0.035 | 0.035 | ≥ 235 | 360-510 | 24 | 20°C | ≥ 27 |
| S235J0 | 0.17 | - | 1.4 | 0.03 | 0.03 | ≥ 235 | 360-510 | 24 | 0°C | ≥ 27 | |
| S235J2 | 0.17 | - | 1.4 | 0.025 | 0.025 | ≥ 235 | 360-510 | 24 | -20°C | ≥ 27 | |
| S275JR | 0.2 | - | 1.5 | 0.035 | 0.035 | ≥ 275 | 410-560 | 20 | 20°C | ≥ 27 | |
| S275J0 | 0.2 | - | 1.5 | 0.03 | 0.03 | ≥ 275 | 410-560 | 20 | 0°C | ≥ 27 | |
| S275J2H | 0.2 | - | 1.5 | 0.025 | 0.025 | ≥ 275 | 410-560 | 20 | -20°C | ≥ 27 | |
| S355JR | 0.22 | 0.55 | 1.6 | 0.035 | 0.035 | ≥ 355 | 470-630 | 20 | 20°C | ≥ 27 | |
| S355J0 | 0.22 | 0.55 | 1.6 | 0.03 | 0.03 | ≥ 355 | 470-630 | 20 | 0°C | ≥ 27 | |
| S355J2H | 0.22 | 0.55 | 1.6 | 0.025 | 0.025 | ≥ 355 | 470-630 | 20 | -20°C | ≥ 27 | |
| AS/NZS 1163 | C250 | 0.16 | 0.1 | 1.2 | 0.03 | 0.03 | ≥ 250 | ≥ 320 | 22 | N/A | N/A |
| C250L0 | 0.16 | 0.1 | 1.2 | 0.03 | 0.03 | ≥ 250 | ≥ 320 | 22 | 0°C | ≥ 27 | |
| C350 | 0.2 | 0.45 | 1.6 | 0.03 | 0.03 | ≥ 350 | ≥ 430 | 20 | N/A | N/A | |
| C350L0 | 0.2 | 0.45 | 1.6 | 0.03 | 0.03 | ≥ 350 | ≥ 430 | 20 | 0°C | ≥ 27 | |
They usually do so when the project puts more weight on pressure service, wall thickness capability, or approval confidence in large diameters. The move to LSAW is often a project-risk decision rather than a catalog preference. Typical long-tail contexts include LSAW steel pipe for oil and gas transmission, large diameter LSAW pipe for water pipeline, and API 5L LSAW line pipe.
Because buyers are not only paying for diameter and grade. Plate quality, testing level, straightness control, coating options, and delivery packaging can change the quotation more than expected. This is often visible in quotations for API 5L X60 or X70 LSAW pipe where testing and approval scope can outweigh simple tonnage comparison.
They usually ask whether LSAW is really necessary or whether SSAW could also pass the project. That is a natural question because it directly affects both budget and approval route. That question comes up often in cross-country pipeline projects, high-pressure water transmission, and steel pipe piling for infrastructure.
Projects with tighter approval standards, more demanding transmission service, or a stronger preference for plate-based longitudinal welding are the ones most likely to justify it. LSAW is most often justified in large-diameter transmission line projects where approval confidence matters as much as steel price.
| Outer Diameter (OD) | Wall Thickness (WT) Range | Length Range | Common Applications |
| 16" (406.4 mm) | 6.35 mm – 40.00 mm | 5.8m – 12.5m | Oil & Gas / Standard Pipelines |
| 20" (508.0 mm) | 7.92 mm – 50.00 mm | 5.8m – 12.5m | High Pressure Transmission |
| 24" (609.6 mm) | 7.92 mm – 60.00 mm | 5.8m – 12.5m | Natural Gas Mainlines |
| 30" (762.0 mm) | 9.53 mm – 70.00 mm | 5.8m – 12.5m | Long-distance Gas Lines |
| 36" (914.4 mm) | 12.70 mm – 80.00 mm | 5.8m – 12.5m | Major Infrastructure / Water |
| 40" (1016.0 mm) | 12.70 mm – 80.00 mm | 5.8m – 12.5m | Offshore Piling / Sea Water |
| 42" (1066.8 mm) | 12.70 mm – 85.00 mm | 5.8m – 12.5m | Structural Steel / Casing |
| 48" (1219.2 mm) | 15.88 mm – 90.00 mm | 5.8m – 12.8m | Large Diameter Mainlines |
| 52" (1320.8 mm) | 15.88 mm – 90.00 mm | 5.8m – 12.8m | Heavy Load Structures |
| 56" (1422.4 mm) | 15.88 mm – 100.00 mm | 5.8m – 12.8m | Civil Engineering / Tunnels |
| 60" (1524.0 mm) | 19.05 mm – 100.00 mm | 5.8m – 12.8m | Marine Terminals / Jetty Piles |
| 64" (1625.6 mm) | 19.05 mm – 100.00 mm | 5.8m – 12.0m | Deep Water Intake Pipes |
| 68" (1727.2 mm) | 22.00 mm – 100.00 mm | 5.8m – 12.0m | Heavy Bridge Support Piles |
| 72" (1828.8 mm) | 22.00 mm – 100.00 mm | 5.8m – 12.0m | Mega-Infrastructure / Dredging |
| API 5L (PSL 1) |
A, B, X42, X46, X52, X56, X60, X65, X70 |
Outside Diameter (OD) | Body | ±0.75% of OD | |
| Pipe End | ±1.6 mm (0.063") | ||||
| Wall Thickness (WT) | 5.0 mm – 25.0 mm | +15.0% / -12.5% | |||
| Length | Random | ± 500 mm | |||
| API 5L (PSL 2) |
B, X42, X46, X52, X56, X60, X65, X70, X80 |
Outside Diameter (OD) | Body | ±0.50% of OD (Max ±4.0 mm) | |
| Pipe End | ±1.6 mm (0.063") | ||||
| Wall Thickness (WT) | > 10.0 mm | +3.0 mm / -1.5 mm | |||
| Out-of-Roundness | Pipe End | ≤ 1.0% of OD (Max 15 mm) | |||
| GB/T 9711 |
L245, L290, L360, L415, L450, L485, L555 |
OD / WT | All | Aligns with API 5L PSL 2 | |
| EN 10219 | S235, S275, S355 (All Suffixes) | Outside Diameter (OD) | All | ±1.0% (Min ±0.5 mm) | |
| Wall Thickness (WT) | WT > 5 mm | ±10% | |||
| Straightness | Total Length | ≤ 0.2% of total length | |||
| AS/NZS 1163 | C250, C250L0, C350, C350L0 | Outside Diameter (OD) | All | ±1.0% (Min ±0.5 mm) | |
| Wall Thickness (WT) | All | ±10% (Min ±0.5 mm) | |||
| Chemical Components (%) | Mechanical Properties | Impact Test | |||||||||
| Standard | Grade | C (%) | Si (%) | Mn (%) | P (%) | S (%) | Yield (MPa) | Tensile (MPa) | Elong. (%) | Impact Temp | Impact Energy (J) |
| API 5L PSL1 | B | 0.28 | - | 1.2 | 0.03 | 0.03 | ≥ 245 | ≥ 415 | 23 | N/A | N/A |
| X42 | 0.28 | - | 1.3 | 0.03 | 0.03 | ≥ 290 | ≥ 415 | 23 | N/A | N/A | |
| X46 | 0.28 | - | 1.4 | 0.03 | 0.03 | ≥ 320 | ≥ 435 | 22 | N/A | N/A | |
| X52 | 0.28 | - | 1.4 | 0.03 | 0.03 | ≥ 360 | ≥ 460 | 21 | N/A | N/A | |
| X56 | 0.28 | - | 1.4 | 0.03 | 0.03 | ≥ 390 | ≥ 490 | 19 | N/A | N/A | |
| X60 | 0.28 | - | 1.4 | 0.03 | 0.03 | ≥ 415 | ≥ 520 | 19 | N/A | N/A | |
| X65 | 0.28 | - | 1.45 | 0.03 | 0.03 | ≥ 450 | ≥ 535 | 18 | N/A | N/A | |
| X70 | 0.28 | - | 1.45 | 0.03 | 0.03 | ≥ 485 | ≥ 570 | 18 | N/A | N/A | |
| API 5L PSL2 | B | 0.22 | 0.45 | 1.2 | 0.025 | 0.015 | 245-450 | ≥ 415 | 23 | 0°C | ≥ 27 |
| X42 | 0.22 | 0.45 | 1.3 | 0.025 | 0.015 | 290-496 | ≥ 415 | 23 | 0°C | ≥ 27 | |
| X52 | 0.22 | 0.45 | 1.4 | 0.025 | 0.015 | 360-530 | ≥ 460 | 21 | 0°C | ≥ 27 | |
| X60 | 0.12 | 0.45 | 1.6 | 0.02 | 0.01 | 415-565 | ≥ 520 | 19 | 0°C | ≥ 27 | |
| X65 | 0.12 | 0.45 | 1.6 | 0.02 | 0.01 | 450-600 | ≥ 535 | 18 | 0°C | ≥ 27 | |
| X70 | 0.12 | 0.45 | 1.7 | 0.02 | 0.01 | 485-635 | ≥ 570 | 18 | 0°C | ≥ 27 | |
| GB/T 9711 | L245N | 0.24 | 0.4 | 1.2 | 0.025 | 0.015 | 245-450 | ≥ 415 | 23 | 0°C | ≥ 27 |
| (PSL2 Equiv.) | L360N | 0.24 | 0.45 | 1.4 | 0.025 | 0.015 | 360-530 | ≥ 460 | 21 | 0°C | ≥ 27 |
| EN 10219 | S235JR | 0.17 | - | 1.4 | 0.035 | 0.035 | ≥ 235 | 360-510 | 24 | 20°C | ≥ 27 |
| S235J0 | 0.17 | - | 1.4 | 0.03 | 0.03 | ≥ 235 | 360-510 | 24 | 0°C | ≥ 27 | |
| S235J2 | 0.17 | - | 1.4 | 0.025 | 0.025 | ≥ 235 | 360-510 | 24 | -20°C | ≥ 27 | |
| S275JR | 0.2 | - | 1.5 | 0.035 | 0.035 | ≥ 275 | 410-560 | 20 | 20°C | ≥ 27 | |
| S275J0 | 0.2 | - | 1.5 | 0.03 | 0.03 | ≥ 275 | 410-560 | 20 | 0°C | ≥ 27 | |
| S275J2H | 0.2 | - | 1.5 | 0.025 | 0.025 | ≥ 275 | 410-560 | 20 | -20°C | ≥ 27 | |
| S355JR | 0.22 | 0.55 | 1.6 | 0.035 | 0.035 | ≥ 355 | 470-630 | 20 | 20°C | ≥ 27 | |
| S355J0 | 0.22 | 0.55 | 1.6 | 0.03 | 0.03 | ≥ 355 | 470-630 | 20 | 0°C | ≥ 27 | |
| S355J2H | 0.22 | 0.55 | 1.6 | 0.025 | 0.025 | ≥ 355 | 470-630 | 20 | -20°C | ≥ 27 | |
| AS/NZS 1163 | C250 | 0.16 | 0.1 | 1.2 | 0.03 | 0.03 | ≥ 250 | ≥ 320 | 22 | N/A | N/A |
| C250L0 | 0.16 | 0.1 | 1.2 | 0.03 | 0.03 | ≥ 250 | ≥ 320 | 22 | 0°C | ≥ 27 | |
| C350 | 0.2 | 0.45 | 1.6 | 0.03 | 0.03 | ≥ 350 | ≥ 430 | 20 | N/A | N/A | |
| C350L0 | 0.2 | 0.45 | 1.6 | 0.03 | 0.03 | ≥ 350 | ≥ 430 | 20 | 0°C | ≥ 27 | |
They usually do so when the project puts more weight on pressure service, wall thickness capability, or approval confidence in large diameters. The move to LSAW is often a project-risk decision rather than a catalog preference. Typical long-tail contexts include LSAW steel pipe for oil and gas transmission, large diameter LSAW pipe for water pipeline, and API 5L LSAW line pipe.
Because buyers are not only paying for diameter and grade. Plate quality, testing level, straightness control, coating options, and delivery packaging can change the quotation more than expected. This is often visible in quotations for API 5L X60 or X70 LSAW pipe where testing and approval scope can outweigh simple tonnage comparison.
They usually ask whether LSAW is really necessary or whether SSAW could also pass the project. That is a natural question because it directly affects both budget and approval route. That question comes up often in cross-country pipeline projects, high-pressure water transmission, and steel pipe piling for infrastructure.
Projects with tighter approval standards, more demanding transmission service, or a stronger preference for plate-based longitudinal welding are the ones most likely to justify it. LSAW is most often justified in large-diameter transmission line projects where approval confidence matters as much as steel price.






















