 +8615674993216
+8615674993216 sales@forever-steels.com
sales@forever-steels.com
 English
English العربية
العربية


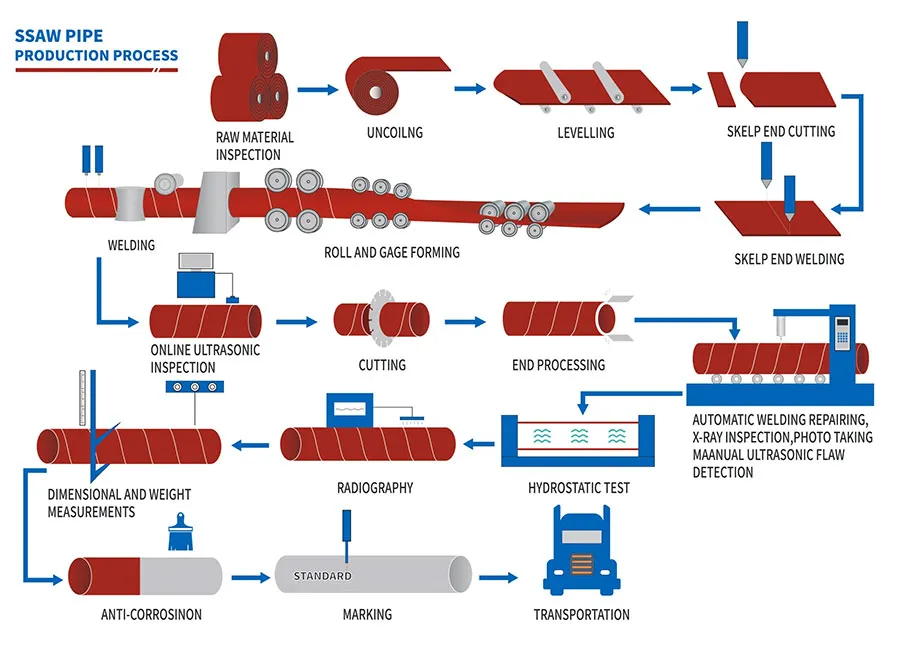
Unlike ERW or LSAW pipes, which have a straight longitudinal seam, SSAW pipes are manufactured by rolling structural steel strips at a specific helix angle (forming angle). The edges are then welded together using submerged arc welding to create a continuous spiral seam. This process allows for the production of very large-diameter pipes using relatively narrow steel strips.For long-distance water transmission, piling and large-diameter project lines, SSAW pipe often gives buyers a practical balance between size availability, welding efficiency and project cost.
Production Versatility:The primary advantage of SSAW is the ability to produce pipes of different diameters using the same width of steel strip by simply adjusting the welding angle.
Large Diameter Capability:This method is the most efficient for producing exceptionally large-diameter pipes (up to 3000mm or more) that would be difficult or impossible to manufacture via other methods.
Stress Distribution:Due to the spiral weld, the internal pressure stress is distributed more evenly across the pipe body. The weld seam is also 30% to 50% longer than a straight seam, which in some structural contexts provides additional rigidity.
Continuous Manufacturing:The process is continuous and highly automated, making it a cost-effective solution for large-scale infrastructure projects.
Our spiral welding process allows for a flexible range of diameters and wall thicknesses to meet specific project engineering requirements:
Outside Diameter (O.D.):8" – 120" (219.1mm – 3500mm)
Wall Thickness (W.T.):5.0mm – 40mm
Single Pipe Length:*Standard:6m – 12m
Extra Long:Customized lengths up to 30 meters to minimize on-site circumferential welding.
We ensure strict adherence to international regulatory frameworks to guarantee safety and performance:
Oil & Gas / Fluid:API SPEC 5L(PSL1),ASTM A252(Grades 1, 2, 3),ASTM A53.
Water & Infrastructure:AWWA C200,BS 534,EN 10217.
Structural & Piling:EN 10219(S235JRH, S355J2H),JIS G3444(STK400, STK490),AS/NZS 1579.
To facilitate efficient field jointing and structural stability, we offer customized end treatments:
Bevelled Ends:Precisely machined to 30° (+5°/-0°) with a 1.6mm root face perANSI B16.25, ideal for butt welding.
Plain Ends:Square cut (90°) for structural piling or mechanical connection.
Specialized Joints:Spigot and socket joints for water pipelines (rubber ring or welding).
We provide comprehensive coating solutions to extend the service life of pipelines in aggressive soil or marine environments:
External Coating:3PE (Three-Layer Polyethylene), FBE (Fusion Bonded Epoxy), or Coal Tar Epoxy compliant withDIN 30670.
Internal Lining:Liquid epoxy, cement mortar lining (CML), or bitumen lining to ensure water purity and flow efficiency.
Atmospheric Protection:High-build Zinc-Rich Epoxy primers for structural components.
Weld Integrity:100% Online Ultrasonic Testing (UT) and X-ray inspection of the entire spiral weld seam.
Dimensional Control:Strict monitoring of diameter, ovality, and straightness to ensure perfect alignment during field installation.
Testing Regime:Hydrostatic testing and guided bend tests are conducted as standard protocol.
Certification:Mill Test Certificates (MTC) issued perEN 10204 3.1. We fully welcome third-party inspections bySGS, BV, or TUV.
Given the large dimensions of SSAW pipes, our logistics team optimizes loading to ensure cost-efficiency and cargo safety:
Pipe Protection:End protectors (plastic or metal) to safeguard bevels; internal bracing for large-diameter pipes to prevent deformation during handling.
Marking:Detailed stenciling including Heat No., Pipe No., Dimension, Steel Grade, and Project ID for seamless traceability.
Shipping & Handling:* Utilization ofnylon lifting beltsto prevent surface scarring.
Expertsea-worthy lashingand timber dunnage for bulk vessel shipments.
Nested Loading:Small diameter pipes can be nested inside larger ones to maximize container/vessel space and reduce freight costs.
SSAW steel pipes are the preferred choice for projects requiring high volume, large diameters, and cost-efficiency:
This is the most common application for SSAW pipes. They are widely used as the primary trunk lines for municipal water delivery, industrial water circulation, and sewage discharge. Their large diameter allows for the movement of massive volumes of fluid.
In the construction industry, SSAW pipes are frequently used asSteel Pipe Piles.
Port and Dock Construction:Used as foundational pillars for piers and wharves.
Bridge Support:Serving as the core structural piles for bridge foundations.
Urban Infrastructure:Used in the construction of subways and high-rise foundation reinforcement.
While LSAW is typically preferred for high-pressure combustible gas, SSAW is extensively used for the transport of low-to-medium pressure natural gas, steam, and coal gas in urban heating and industrial grids.
Due to their aesthetic spiral seam and high strength, they are often used as structural columns in large-scale architectural projects, such as airport terminals, warehouses, and electricity transmission towers.
Used for transporting slurry in mining operations and as protective casing pipes in various drilling and industrial cooling systems.
| Outer Diameter (OD) | Wall Thickness (WT) Range | Length Range | Common Standards |
| 8" (219.1 mm) | 5.0 mm – 12.0 mm | 6m – 12.0m | API 5L / ASTM A53 |
| 10" (273.1 mm) | 5.0 mm – 14.0 mm | 6m – 12.0m | Low-pressure fluid |
| 12" (323.9 mm) | 6.0 mm – 16.0 mm | 6m – 18.0m | Water Transmission |
| 16" (406.4 mm) | 6.0 mm – 18.0 mm | 6m – 18.0m | Structural Piling |
| 20" (508.0 mm) | 6.0 mm – 20.0 mm | 6m – 20.0m | ASTM A252 Gr. 2/3 |
| 24" (610.0 mm) | 6.0 mm – 22.0 mm | 6m – 20.0m | SY/T 5037 / 5040 |
| 32" (820.0 mm) | 7.0 mm – 25.0 mm | 6m – 25.0m | Municipal Sewage |
| 40" (1020.0 mm) | 8.0 mm – 25.0 mm | 6m – 25.0m | Bridge Foundations |
| 48" (1220.0 mm) | 9.0 mm – 25.4 mm | 6m – 30.0m | Dredging Pipelines |
| 56" (1420.0 mm) | 10.0 mm – 28.0 mm | 6m – 30.0m | Large Water Mains |
| 64" (1620.0 mm) | 12.0 mm – 30.0 mm | 6m – 30.0m | Sea Water Intake |
| 80" (2032.0 mm) | 14.0 mm – 32.0 mm | 6m – 30.0m | Port Construction |
| 96" (2438.0 mm) | 16.0 mm – 35.0 mm | 6m – 30.0m | Specialized Piling |
| 120" (3048.0 mm) | 18.0 mm – 38.0 mm | 6m – 30.0m | Mega-Infrastructure |
| 138" (3500.0 mm) | 20.0 mm – 40.0 mm | 6m – 30.0m | Max SSAW Capability |
| Standard | Outside Diameter (D) | Wall Thickness (t) | Length (L) |
| API 5L(Line Pipe) |
Pipe Body:D<508 mm: ±0.75% D≥508 mm: ±1.00% Pipe End: ±1.6 mm (0.063 in) |
t≤5.0 mm: +0.6 / −0.5 mm
5.0 t≥15.0 mm: +1.5 / −1.2 mm |
Random: ±500 mm Fixed: +50 / 0 mm |
| ASTM A252(Piling) | ±1% of the specified OD | −12.5%(No maximum specified) |
Single Random: 16–25 f Double Random: >40 ft Fixed: ±1 in |
| EN 10219(Structural) |
±1%(Minimum ±0.5 mm, Maximum ±10 mm) |
D≤406.4 mm: ±10% D>406.4 mm: ±10%(Maximum ±2 mm) |
Fixed Lengths: <6000 mm: +10/0 mm ≥6000 mm: +15/0 mm |
| AS/NZS 1163(Australia) | ±1%(Maximum ±10 mm) |
±10%(Note: Lower limits may apply for specific thickness ranges) |
Standard: +15/−0 mm(Unless otherwise agreed) |
| Chemical Components (%) | Mechanical Properties | Impact Test | ||||||
| Standard | Grade | C (%) max | Mn (%) max | P (%) max | S (%) max | Yield Strength (MPa) min | Tensile Strength (MPa) min | CVN Impact Energy (J) min |
| API 5L | B (PSL1) | 0.28 | 1.2 | 0.03 | 0.03 | 245 | 415 | Not Required |
| B (PSL2) | 0.24 | 1.2 | 0.025 | 0.015 | 245 – 450 | 415 – 655 | 27 J @ 0°C | |
| X42 (PSL1) | 0.28 | 1.3 | 0.03 | 0.03 | 290 | 415 | Not Required | |
| X42 (PSL2) | 0.24 | 1.3 | 0.025 | 0.015 | 290 – 495 | 415 – 655 | 27 J @ 0°C | |
| X52 (PSL1) | 0.28 | 1.4 | 0.03 | 0.03 | 360 | 460 | Not Required | |
| X52 (PSL2) | 0.24 | 1.4 | 0.025 | 0.015 | 360 – 530 | 460 – 760 | 27 J @ 0°C | |
| X60 (PSL1) | 0.28 | 1.4 | 0.03 | 0.03 | 415 | 520 | Not Required | |
| X60 (PSL2) | 0.24 | 1.4 | 0.025 | 0.015 | 415 – 565 | 520 – 760 | 27 J @ 0°C | |
| X70 (PSL1) | 0.28 | 1.4 | 0.03 | 0.03 | 485 | 570 | Not Required | |
| X70 (PSL2) | 0.24 | 1.4 | 0.025 | 0.015 | 485 – 635 | 570 – 760 | 27 J @ 0°C | |
| ASTM A252 | Grade 1 | - | - | 0.05 | - | 205 | 345 | Not Required |
| Grade 2 | - | - | 0.05 | - | 240 | 415 | Not Required | |
| Grade 3 | - | - | 0.05 | - | 310 | 455 | Not Required | |
| ASTM A53 | Grade A | 0.25 | 0.95 | 0.05 | 0.045 | 205 | 330 | Not Required |
| Grade B | 0.3 | 1.2 | 0.05 | 0.045 | 240 | 415 | Not Required | |
| EN 10219 | S235JRH | 0.17 | 1.4 | 0.04 | 0.04 | 235 | 360 – 510 | 27 J @ 20°C |
| S275J0H | 0.2 | 1.5 | 0.035 | 0.035 | 275 | 410 – 560 | 27 J @ 0°C | |
| S355J2H | 0.22 | 1.6 | 0.03 | 0.03 | 355 | 470 – 630 | 27 J @ −20°C | |
| AS/NZS 1163 | C250 / L0 | 0.2 | 1.6 | 0.04 | 0.03 | 250 | 320 | 27 J @ 0°C |
| C350 / L0 | 0.2 | 1.6 | 0.04 | 0.03 | 350 | 430 | 27 J @ 0°C | |
Our SSAW steel pipes are ideal for large-diameter water transmission, piling projects, and low-pressure fluid transport, with customizable diameters and wall thicknesses to meet your specific structural needs.
We ensure all SSAW pipes strictly comply with international standards such as API 5L, ASTM A53, and ASTM A252, providing the necessary reliability for high-stress infrastructure projects.
Every pipe undergoes rigorous Internal Quality Control, including X-ray inspection and Hydrostatic testing, to guarantee the strength and safety of the spiral weld seam before it leaves our facility.
Yes, we offer anti-corrosion coatings like 3PE or Epoxy and use sea-worthy packaging with pipe-end protectors to ensure your SSAW pipes arrive in perfect condition without rust or physical damage.
| Outer Diameter (OD) | Wall Thickness (WT) Range | Length Range | Common Standards |
| 8" (219.1 mm) | 5.0 mm – 12.0 mm | 6m – 12.0m | API 5L / ASTM A53 |
| 10" (273.1 mm) | 5.0 mm – 14.0 mm | 6m – 12.0m | Low-pressure fluid |
| 12" (323.9 mm) | 6.0 mm – 16.0 mm | 6m – 18.0m | Water Transmission |
| 16" (406.4 mm) | 6.0 mm – 18.0 mm | 6m – 18.0m | Structural Piling |
| 20" (508.0 mm) | 6.0 mm – 20.0 mm | 6m – 20.0m | ASTM A252 Gr. 2/3 |
| 24" (610.0 mm) | 6.0 mm – 22.0 mm | 6m – 20.0m | SY/T 5037 / 5040 |
| 32" (820.0 mm) | 7.0 mm – 25.0 mm | 6m – 25.0m | Municipal Sewage |
| 40" (1020.0 mm) | 8.0 mm – 25.0 mm | 6m – 25.0m | Bridge Foundations |
| 48" (1220.0 mm) | 9.0 mm – 25.4 mm | 6m – 30.0m | Dredging Pipelines |
| 56" (1420.0 mm) | 10.0 mm – 28.0 mm | 6m – 30.0m | Large Water Mains |
| 64" (1620.0 mm) | 12.0 mm – 30.0 mm | 6m – 30.0m | Sea Water Intake |
| 80" (2032.0 mm) | 14.0 mm – 32.0 mm | 6m – 30.0m | Port Construction |
| 96" (2438.0 mm) | 16.0 mm – 35.0 mm | 6m – 30.0m | Specialized Piling |
| 120" (3048.0 mm) | 18.0 mm – 38.0 mm | 6m – 30.0m | Mega-Infrastructure |
| 138" (3500.0 mm) | 20.0 mm – 40.0 mm | 6m – 30.0m | Max SSAW Capability |
| Standard | Outside Diameter (D) | Wall Thickness (t) | Length (L) |
| API 5L(Line Pipe) |
Pipe Body:D<508 mm: ±0.75% D≥508 mm: ±1.00% Pipe End: ±1.6 mm (0.063 in) |
t≤5.0 mm: +0.6 / −0.5 mm
5.0 t≥15.0 mm: +1.5 / −1.2 mm |
Random: ±500 mm Fixed: +50 / 0 mm |
| ASTM A252(Piling) | ±1% of the specified OD | −12.5%(No maximum specified) |
Single Random: 16–25 f Double Random: >40 ft Fixed: ±1 in |
| EN 10219(Structural) |
±1%(Minimum ±0.5 mm, Maximum ±10 mm) |
D≤406.4 mm: ±10% D>406.4 mm: ±10%(Maximum ±2 mm) |
Fixed Lengths: <6000 mm: +10/0 mm ≥6000 mm: +15/0 mm |
| AS/NZS 1163(Australia) | ±1%(Maximum ±10 mm) |
±10%(Note: Lower limits may apply for specific thickness ranges) |
Standard: +15/−0 mm(Unless otherwise agreed) |
| Chemical Components (%) | Mechanical Properties | Impact Test | ||||||
| Standard | Grade | C (%) max | Mn (%) max | P (%) max | S (%) max | Yield Strength (MPa) min | Tensile Strength (MPa) min | CVN Impact Energy (J) min |
| API 5L | B (PSL1) | 0.28 | 1.2 | 0.03 | 0.03 | 245 | 415 | Not Required |
| B (PSL2) | 0.24 | 1.2 | 0.025 | 0.015 | 245 – 450 | 415 – 655 | 27 J @ 0°C | |
| X42 (PSL1) | 0.28 | 1.3 | 0.03 | 0.03 | 290 | 415 | Not Required | |
| X42 (PSL2) | 0.24 | 1.3 | 0.025 | 0.015 | 290 – 495 | 415 – 655 | 27 J @ 0°C | |
| X52 (PSL1) | 0.28 | 1.4 | 0.03 | 0.03 | 360 | 460 | Not Required | |
| X52 (PSL2) | 0.24 | 1.4 | 0.025 | 0.015 | 360 – 530 | 460 – 760 | 27 J @ 0°C | |
| X60 (PSL1) | 0.28 | 1.4 | 0.03 | 0.03 | 415 | 520 | Not Required | |
| X60 (PSL2) | 0.24 | 1.4 | 0.025 | 0.015 | 415 – 565 | 520 – 760 | 27 J @ 0°C | |
| X70 (PSL1) | 0.28 | 1.4 | 0.03 | 0.03 | 485 | 570 | Not Required | |
| X70 (PSL2) | 0.24 | 1.4 | 0.025 | 0.015 | 485 – 635 | 570 – 760 | 27 J @ 0°C | |
| ASTM A252 | Grade 1 | - | - | 0.05 | - | 205 | 345 | Not Required |
| Grade 2 | - | - | 0.05 | - | 240 | 415 | Not Required | |
| Grade 3 | - | - | 0.05 | - | 310 | 455 | Not Required | |
| ASTM A53 | Grade A | 0.25 | 0.95 | 0.05 | 0.045 | 205 | 330 | Not Required |
| Grade B | 0.3 | 1.2 | 0.05 | 0.045 | 240 | 415 | Not Required | |
| EN 10219 | S235JRH | 0.17 | 1.4 | 0.04 | 0.04 | 235 | 360 – 510 | 27 J @ 20°C |
| S275J0H | 0.2 | 1.5 | 0.035 | 0.035 | 275 | 410 – 560 | 27 J @ 0°C | |
| S355J2H | 0.22 | 1.6 | 0.03 | 0.03 | 355 | 470 – 630 | 27 J @ −20°C | |
| AS/NZS 1163 | C250 / L0 | 0.2 | 1.6 | 0.04 | 0.03 | 250 | 320 | 27 J @ 0°C |
| C350 / L0 | 0.2 | 1.6 | 0.04 | 0.03 | 350 | 430 | 27 J @ 0°C | |
Our SSAW steel pipes are ideal for large-diameter water transmission, piling projects, and low-pressure fluid transport, with customizable diameters and wall thicknesses to meet your specific structural needs.
We ensure all SSAW pipes strictly comply with international standards such as API 5L, ASTM A53, and ASTM A252, providing the necessary reliability for high-stress infrastructure projects.
Every pipe undergoes rigorous Internal Quality Control, including X-ray inspection and Hydrostatic testing, to guarantee the strength and safety of the spiral weld seam before it leaves our facility.
Yes, we offer anti-corrosion coatings like 3PE or Epoxy and use sea-worthy packaging with pipe-end protectors to ensure your SSAW pipes arrive in perfect condition without rust or physical damage.






















