 +8615674993216
+8615674993216 sales@forever-steels.com
sales@forever-steels.com
 English
English العربية
العربية





Cold Drawn Seamless (CDS) Steel Pipe–High Precision & Superior Surface Finish
Our Cold Drawn Seamless (CDS) Steel Pipes are the preferred choice for applications requiring exact dimensional accuracy and a smooth, scale-free surface. Produced by drawing a hot-rolled "mother pipe" through a die at room temperature, the cold-drawing process enhances the steel's mechanical properties, increases hardness, and ensures tighter tolerances than hot-rolled alternatives.
Common Standards and Steel Grades
We manufacture and stock a wide range of CDS tubes to meet specific mechanical and structural requirements:
ASTM A519: Standard specification for seamless carbon and alloy steel mechanical tubing.
Common Grades: 1010, 1020, 1045, 4130, 4140.
ASTM A179 (ASME SA179): Seamless cold-drawn low-carbon steel heat-exchanger and condenser tubes.
DIN 2391 / EN 10305-1: Steel tubes for precision applications.
Grades: ST35, ST45, ST52, E215, E235, E355.
ASTM A106 / A53 Grade B: For high-pressure and high-temperature precision piping.
Dimensions and Technical Specifications
Precision is the hallmark of cold-drawn products. Our facility offers the following sizing capabilities:
|
Feature |
Specification Range |
|
Outer Diameter (OD) |
1/8” to 12” (3.18mm – 323.8mm) |
|
Wall Thickness (WT) |
0.5mm to 25mm (Ultra-thin to Heavy Wall) |
|
Length |
Up to 12m, Fixed Length, or U-Bent for heat exchangers |
|
Tolerances |
OD: ±0.05mm to ±0.1mm; WT: ±5% to ±7.5% |
|
Surface Finish |
Bright Annealed, Polished, or Oiled (Scale-free) |
|
Delivery Condition |
BK (+C), BKW (+LC), BKS (+SR), GBK (+A), NBK (+N) |
Core Application Fields
Because of their high precision and strength, CDS pipes are essential in high-performance engineering:
Automotive & Aerospace: Hydraulic cylinders, drive shafts, shock absorbers, and structural frames.
Heat Exchangers & Condensers: High-efficiency thermal transfer tubing for power plants and refineries.
Hydraulic & Pneumatic Systems: Precision fluid power lines where tight seals are mandatory.
Machinery Manufacturing: Bearings, bushings, and high-speed rotating components.
Oil & Gas: Instrumentation tubing and downhole tools requiring exact diameters.
Cold Drawn Seamless (CDS) Mechanical Tubing Range of Sizes
|
OUTSIDE DIAMETER |
MINIMUM WALL |
|||||||||||||||||||||||
|
mm |
|
1.2 |
1.5 |
1.7 |
1.8 |
2.1 |
2.4 |
2.8 |
3.0 |
3.4 |
4.0 |
4.2 |
4.8 |
5.2 |
5.6 |
6.4 |
7.1 |
8.0 |
8.3 |
8.7 |
9.5 |
11.1 |
11.9 |
12.7 |
|
|
in |
0.049 |
0.058 |
0.065 |
0.072 |
0.083 |
0.095 |
0.109 |
0.120 |
0.134 |
0.156 |
0.165 |
0.188 |
0.203 |
0.219 |
0.250 |
0.281 |
0.313 |
0.325 |
0.344 |
0.375 |
0.438 |
0.469 |
0.500 |
|
12.7 |
0.500 |
• |
• |
• |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14.3 |
0.563 |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
15.9 |
0.625 |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
19.1 |
0.750 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
|
|
|
|
|
22.2 |
0.875 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
|
|
25.4 |
1.000 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
28.6 |
1.125 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
31.8 |
1.250 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
34.9 |
1.375 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
38.1 |
1.500 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
41.3 |
1.625 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
44.5 |
1.750 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
47.6 |
1.875 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
50.8 |
2.000 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
54.0 |
2.125 |
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
57.2 |
2.250 |
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
60.3 |
2.375 |
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
63.5 |
2.500 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
66.7 |
2.625 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
69.9 |
2.750 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
73.0 |
2.875 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
76.2 |
3.000 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
79.4 |
3.125 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
82.6 |
3.250 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
85.7 |
3.375 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
88.9 |
3.500 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
101.6 |
4.000 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
114.3 |
4.500 |
|
|
|
|
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
127.0 |
5.000 |
|
|
|
|
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
139.7 |
5.500 |
|
|
|
|
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
Comparative Data Seamless Carbon Steels |
|||||
|
Condition |
Nominal |
Nominal |
Nominal |
Equivalent |
Equivalent |
|
GRADE 1018 |
|||||
|
Hot-Rolled |
35,000 |
60,000 |
30 |
B-68 |
116 |
|
Normalized |
38,000 |
58,000 |
35 |
B-66 |
114 |
|
Soft-Annealed |
33,000 |
50,000 |
40 |
B-57 |
97 |
|
As-Drawn |
70,000 |
85,000 |
10 |
B-87 |
170 |
|
CD-Stress Relief Annealed |
60,000 |
80,000 |
15 |
B-85 |
163 |
|
GRADE 1020 |
|||||
|
Hot-Rolled |
38,000 |
60,000 |
30 |
B-68 |
116 |
|
Normalized |
40,000 |
58,000 |
35 |
B-66 |
114 |
|
Soft-Annealed |
33,000 |
53,000 |
40 |
B-62 |
105 |
|
As-Drawn |
65,000 |
80,000 |
10 |
B-85 |
163 |
|
CD-Stress Relief Annealed |
60,000 |
75,000 |
15 |
B-81 |
149 |
|
GRADE 1026 |
|||||
|
Hot-Rolled |
47,000 |
70,000 |
28 |
B-77 |
137 |
|
Normalized |
50,000 |
67,000 |
33 |
B-74 |
131 |
|
Soft-Annealed |
36,000 |
60,000 |
35 |
B-68 |
116 |
|
As-Drawn |
72,000 |
87,000 |
10 |
B-89 |
179 |
|
CD-Stress Relief Annealed |
65,000 |
82,000 |
15 |
B-86 |
167 |
|
WALL THICKNESS TOLERANCES FOR ROUNDa,b,c COLD-WORKED SEAMLESS TUBING PER ASTM A519 |
||
|
Cold
Drawn Maximum % Over |
Wall
Thickness |
|
|
ID Up To |
ID 1.500 Inches |
|
|
10 |
7.5 |
25 and Under |
|
12.5 |
10 |
Over 2 |
*ID Tolerances apply to dimensions 0.625 inch and over when ID is at least half the OD
1:Many tubes with inside diameter less than 50% of outside diameter or with wall thickness more than 25% of outside diameter, or with wall thickness over 11¼4 in., or weighing more than 90 lb/ft, are difficult to draw over a mandrel. Therefore, the inside diameter can vary over or under by an amount equal to 10% of the wall thickness. See also Footnote B.
2:For those tubes with inside diameter less than 1/2 in. (or less than 5/8 in. when the wall thickness is more than 20% of the outside diameter), which are not commonly drawn over a mandrel. Footnote A is not applicable. Therefore, for those tubes, the inside diameter is goverened by the outside diameter tolerance shown in thiis table and the wall thicnkess tolerances shown in Table 9.
3:Tubing having a wall thickness less than 3% of the outside diameter cannot be straightened properly without a certain amount of distortion. Consequently such tubes, while having an average outside diameter and inside diameter within the tolerances shown in this table, require an ovality tolerance of 1/2% over and under nominal outside diameter, this being in addition to the tolerances indicated in this table.
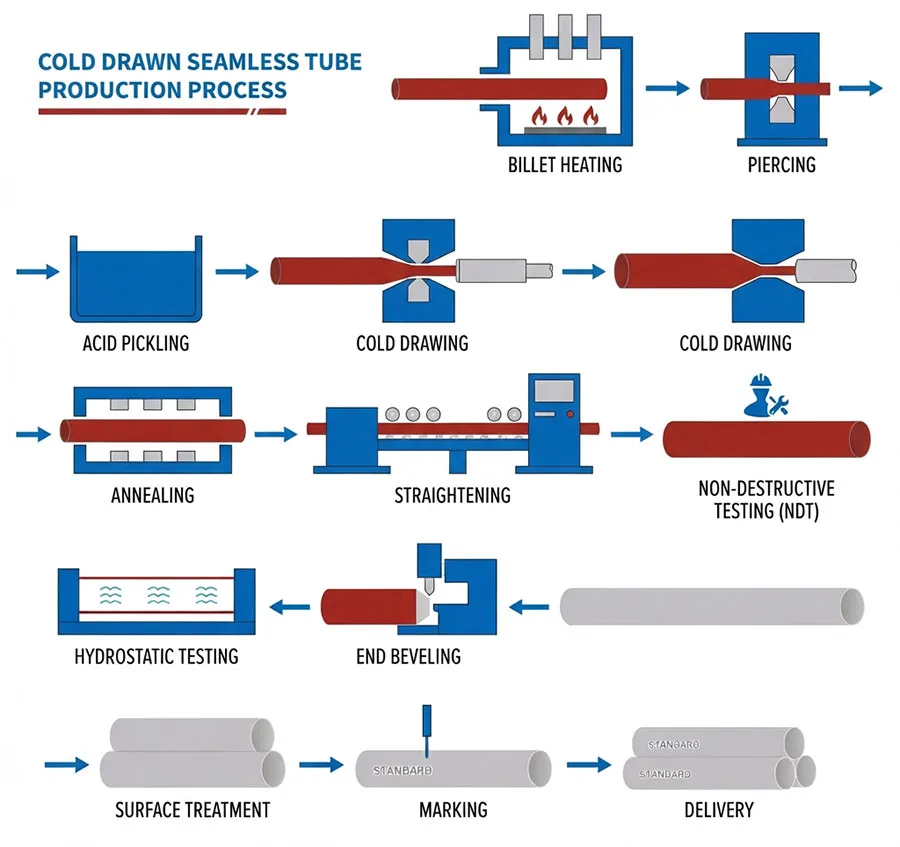
Cold Drawn Seamlesstube Production Process
Cold Drawn Seamless (CDS) Mechanical Tubing Range of Sizes
|
OUTSIDE DIAMETER |
MINIMUM WALL |
|||||||||||||||||||||||
|
mm |
|
1.2 |
1.5 |
1.7 |
1.8 |
2.1 |
2.4 |
2.8 |
3.0 |
3.4 |
4.0 |
4.2 |
4.8 |
5.2 |
5.6 |
6.4 |
7.1 |
8.0 |
8.3 |
8.7 |
9.5 |
11.1 |
11.9 |
12.7 |
|
|
in |
0.049 |
0.058 |
0.065 |
0.072 |
0.083 |
0.095 |
0.109 |
0.120 |
0.134 |
0.156 |
0.165 |
0.188 |
0.203 |
0.219 |
0.250 |
0.281 |
0.313 |
0.325 |
0.344 |
0.375 |
0.438 |
0.469 |
0.500 |
|
12.7 |
0.500 |
• |
• |
• |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14.3 |
0.563 |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
15.9 |
0.625 |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
19.1 |
0.750 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
|
|
|
|
|
22.2 |
0.875 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
|
|
25.4 |
1.000 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
28.6 |
1.125 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
31.8 |
1.250 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
34.9 |
1.375 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
38.1 |
1.500 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
41.3 |
1.625 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
44.5 |
1.750 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
47.6 |
1.875 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
50.8 |
2.000 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
54.0 |
2.125 |
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
57.2 |
2.250 |
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
60.3 |
2.375 |
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
63.5 |
2.500 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
66.7 |
2.625 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
69.9 |
2.750 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
73.0 |
2.875 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
76.2 |
3.000 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
79.4 |
3.125 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
82.6 |
3.250 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
85.7 |
3.375 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
88.9 |
3.500 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
101.6 |
4.000 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
114.3 |
4.500 |
|
|
|
|
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
127.0 |
5.000 |
|
|
|
|
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
139.7 |
5.500 |
|
|
|
|
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
Comparative Data Seamless Carbon Steels |
|||||
|
Condition |
Nominal |
Nominal |
Nominal |
Equivalent |
Equivalent |
|
GRADE 1018 |
|||||
|
Hot-Rolled |
35,000 |
60,000 |
30 |
B-68 |
116 |
|
Normalized |
38,000 |
58,000 |
35 |
B-66 |
114 |
|
Soft-Annealed |
33,000 |
50,000 |
40 |
B-57 |
97 |
|
As-Drawn |
70,000 |
85,000 |
10 |
B-87 |
170 |
|
CD-Stress Relief Annealed |
60,000 |
80,000 |
15 |
B-85 |
163 |
|
GRADE 1020 |
|||||
|
Hot-Rolled |
38,000 |
60,000 |
30 |
B-68 |
116 |
|
Normalized |
40,000 |
58,000 |
35 |
B-66 |
114 |
|
Soft-Annealed |
33,000 |
53,000 |
40 |
B-62 |
105 |
|
As-Drawn |
65,000 |
80,000 |
10 |
B-85 |
163 |
|
CD-Stress Relief Annealed |
60,000 |
75,000 |
15 |
B-81 |
149 |
|
GRADE 1026 |
|||||
|
Hot-Rolled |
47,000 |
70,000 |
28 |
B-77 |
137 |
|
Normalized |
50,000 |
67,000 |
33 |
B-74 |
131 |
|
Soft-Annealed |
36,000 |
60,000 |
35 |
B-68 |
116 |
|
As-Drawn |
72,000 |
87,000 |
10 |
B-89 |
179 |
|
CD-Stress Relief Annealed |
65,000 |
82,000 |
15 |
B-86 |
167 |
|
WALL THICKNESS TOLERANCES FOR ROUNDa,b,c COLD-WORKED SEAMLESS TUBING PER ASTM A519 |
||
|
Cold
Drawn Maximum % Over |
Wall
Thickness |
|
|
ID Up To |
ID 1.500 Inches |
|
|
10 |
7.5 |
25 and Under |
|
12.5 |
10 |
Over 2 |
*ID Tolerances apply to dimensions 0.625 inch and over when ID is at least half the OD
1:Many tubes with inside diameter less than 50% of outside diameter or with wall thickness more than 25% of outside diameter, or with wall thickness over 11¼4 in., or weighing more than 90 lb/ft, are difficult to draw over a mandrel. Therefore, the inside diameter can vary over or under by an amount equal to 10% of the wall thickness. See also Footnote B.
2:For those tubes with inside diameter less than 1/2 in. (or less than 5/8 in. when the wall thickness is more than 20% of the outside diameter), which are not commonly drawn over a mandrel. Footnote A is not applicable. Therefore, for those tubes, the inside diameter is goverened by the outside diameter tolerance shown in thiis table and the wall thicnkess tolerances shown in Table 9.
3:Tubing having a wall thickness less than 3% of the outside diameter cannot be straightened properly without a certain amount of distortion. Consequently such tubes, while having an average outside diameter and inside diameter within the tolerances shown in this table, require an ovality tolerance of 1/2% over and under nominal outside diameter, this being in addition to the tolerances indicated in this table.
Cold Drawn Seamlesstube Production Process























