 +8615674993216
+8615674993216 sales@forever-steels.com
sales@forever-steels.com
 English
English العربية
العربية




يتم استخدام أنبوب فولاذية غير ملحوم مسحوب على البارد للأجزاء الميكانيكية الدقيقة ، والأسطوانات الهيدروليكية والهوائية ، ومكونات السيارات ، وقطع غيار الآلات والتطبيقات الهيكلية عالية الدقة. مقارنة بالأنابيب غير الملحومة المدلفنة على الساخن ، يوفر الأنبوب المسحوب على البارد تفاوتات أبعاد أكثر تشددًا ، وإنهاء سطح أكثر سلاسة ، وتحسين اتساق الأبعاد. يجب على المشترين تأكيد المعيار ، درجة الفولاذ ، القطر الخارجي ، سمك الجدار ، التسامح ، حالة التسليم ، تشطيب السطح وإنهاء النهاية قبل الاقتباس.
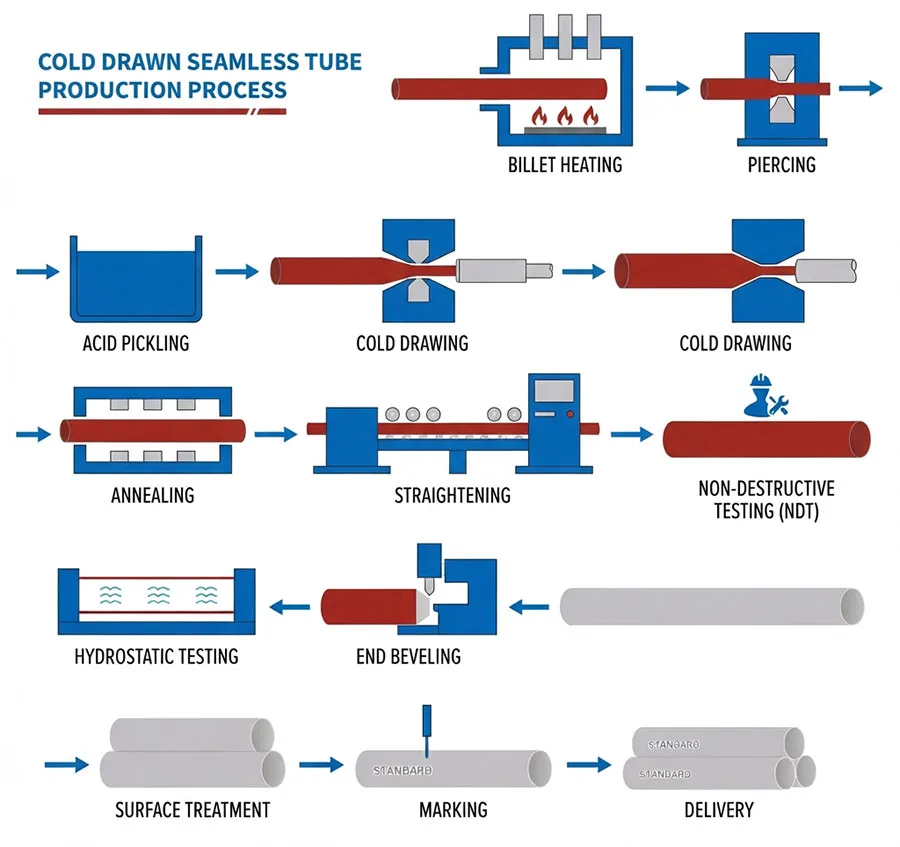
نحن تصنيع ومخزون مجموعة واسعة من أنابيب CDS لتلبية متطلبات ميكانيكية وهيكلية محددة:
ASTM A519: المواصفات القياسية ل أنابيب ميكانيكية غير ملحومة من الكربون وسبائك الصلب.
الدرجات الشائعة: 1010 ، 1020 ، 1045 ، 4130 ، 4140.
ASTM A179 (ASME SA179): سلس مسحوب على البارد أنابيب مبادل حراري ومكثف فولاذية منخفضة الكربون.
DIN 2391 / EN 10305-1: أنابيب فولاذية لـ تطبيقات دقيقة.
الدرجات: ST35 ، ST45 ، ST52 ، E215 ، E235 ، E355.
ASTM A106 / A53 الصف ب: للضغط العالي وأنابيب دقيقة عالية الحرارة.
الدقة هي السمة المميزة للبرد المسحوب المنتجات. توفر منشأتنا قدرات التحجيم التالية:
|
ميزة |
المواصفات النطاق |
|
خارجي القطر (OD) |
1s.1/8 إلى 12 (3.18 ks-323.8) |
|
جدار سمك (WT) |
0.5 مرة إلى 25 (رقيقة جدًا إلى جدار ثقيل) |
|
الطول |
لأعلى إلى 12 متر ، بطول ثابت ، أو U-Bent للمبادلات الحرارية |
|
التسامح |
OD: ± 0.05 إلى ± 0.1 ، WT: ± 5 ٪ إلى ± 7.5 ٪ |
|
سطح إنهاء |
ساطع صلب ، مصقول ، أو مزيت (خالية من المقياس) |
|
التسليم الحالة |
BK (+ ج) ، BKW (+ LC) ، BKS (+ SR) ، GBK (+ A) ، NBK (+ N) |
بسبب الدقة العالية و أنابيب القوة ، CDS ضرورية في الهندسة عالية الأداء:
السيارات والفضاء: الهيدروليكية اسطوانات ، أعمدة دفع ، ممتص صدمات ، وإطارات هيكلية.
المبادلات الحرارية والمكثفات: أنابيب نقل حراري عالية الكفاءة لمحطات الطاقة والمصافي.
الأنظمة الهيدروليكية والهوائية: خطوط طاقة السوائل الدقيقة حيث تكون الأختام الضيقة إلزامية.
تصنيع الآلات: المحامل ، البطانات ، ومكونات الدوران عالية السرعة.
النفط والغاز: أنابيب الأجهزة و أدوات أسفل البئر تتطلب أقطار دقيقة.
Cold Drawn Seamless (CDS) Mechanical Tubing Range of Sizes
|
OUTSIDE DIAMETER |
MINIMUM WALL |
|||||||||||||||||||||||
|
mm |
|
1.2 |
1.5 |
1.7 |
1.8 |
2.1 |
2.4 |
2.8 |
3.0 |
3.4 |
4.0 |
4.2 |
4.8 |
5.2 |
5.6 |
6.4 |
7.1 |
8.0 |
8.3 |
8.7 |
9.5 |
11.1 |
11.9 |
12.7 |
|
|
in |
0.049 |
0.058 |
0.065 |
0.072 |
0.083 |
0.095 |
0.109 |
0.120 |
0.134 |
0.156 |
0.165 |
0.188 |
0.203 |
0.219 |
0.250 |
0.281 |
0.313 |
0.325 |
0.344 |
0.375 |
0.438 |
0.469 |
0.500 |
|
12.7 |
0.500 |
• |
• |
• |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14.3 |
0.563 |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
15.9 |
0.625 |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
19.1 |
0.750 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
|
|
|
|
|
22.2 |
0.875 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
|
|
25.4 |
1.000 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
28.6 |
1.125 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
31.8 |
1.250 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
34.9 |
1.375 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
38.1 |
1.500 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
41.3 |
1.625 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
44.5 |
1.750 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
47.6 |
1.875 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
50.8 |
2.000 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
54.0 |
2.125 |
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
57.2 |
2.250 |
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
60.3 |
2.375 |
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
63.5 |
2.500 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
66.7 |
2.625 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
69.9 |
2.750 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
73.0 |
2.875 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
76.2 |
3.000 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
79.4 |
3.125 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
82.6 |
3.250 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
85.7 |
3.375 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
88.9 |
3.500 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
101.6 |
4.000 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
114.3 |
4.500 |
|
|
|
|
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
127.0 |
5.000 |
|
|
|
|
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
139.7 |
5.500 |
|
|
|
|
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
الحالة |
اسمي |
اسمي |
اسمي |
مكافئ |
مكافئ |
|
درجة 1018 |
|||||
|
ملفوفة على الساخن |
35000 |
60,000 |
30 |
B-68 |
116 |
|
طبيعي |
38000 |
58000 |
35 |
B-66 |
114 |
|
لينة صلب |
33000 |
50,000 |
40 |
B-57 |
97 |
|
كما رسمت |
70,000 |
85,000 |
10 |
B-87 |
170 |
|
صلب تخفيف ضغط القرص المضغوط |
60,000 |
80000 |
15 |
B-85 |
163 |
|
درجة 1020 |
|||||
|
ملفوفة على الساخن |
38000 |
60,000 |
30 |
B-68 |
116 |
|
طبيعي |
40,000 |
58000 |
35 |
B-66 |
114 |
|
لينة صلب |
33000 |
53,000 |
40 |
B-62 |
105 |
|
كما رسمت |
65,000 |
80000 |
10 |
B-85 |
163 |
|
صلب تخفيف ضغط القرص المضغوط |
60,000 |
75,000 |
15 |
B-81 |
149 |
|
درجة 1026 |
|||||
|
ملفوفة على الساخن |
47000 |
70,000 |
28 |
B-77 |
137 |
|
طبيعي |
50,000 |
67000 |
33 |
B-74 |
131 |
|
لينة صلب |
36000 |
60,000 |
35 |
B-68 |
116 |
|
كما رسمت |
72,000 |
87,000 |
10 |
B-89 |
179 |
|
صلب تخفيف ضغط القرص المضغوط |
65,000 |
82,000 |
15 |
B-86 |
167 |
|
بارد
سحب أقصى ٪ أكثر |
جدار
سمك |
|
|
معرف يصل إلى |
معرف 1.500 بوصة |
|
|
10 |
7.5 |
25 أو تحت |
|
12.5 |
10 |
أكثر من 2 |
* تنطبق تفاوتات الهوية على الأبعاد 0.625 بوصة وأكثر عندما يكون معرف ما لا يقل عن نصف OD
1: يصعب رسم العديد من الأنابيب التي يقل قطرها الداخلي عن 50 ٪ من القطر الخارجي أو بسماكة جدار تزيد عن 25 ٪ من القطر الخارجي ، أو بسماكة جدار تزيد عن 11 بوصة ، أو يزيد وزنها عن 90 رطل/قدم. لذلك ، يمكن أن يختلف القطر الداخلي أكثر أو أقل بمقدار يساوي 10 ٪ من سمك الجدار. انظر أيضا الحاشية ب.
2: بالنسبة لتلك الأنابيب التي يقل قطرها الداخلي عن 1\ 2 بوصة (أو أقل من 5\ 8 بوصة. عندما يكون سمك الجدار أكثر من 20 ٪ من القطر الخارجي) ، والتي لا يتم رسمها عادة على مغزل. الحاشية (أ) لا تنطبق. لذلك ، بالنسبة لتلك الأنابيب ، يتم تحسين القطر الداخلي من خلال تحمل القطر الخارجي الموضح في طاولة thiis والتفاوتات السميكة للجدار الموضحة في الجدول 9.
3: أنابيب ذات سماكة جدار أقل من 3 ٪ من القطر الخارجي لا يمكن تقويمها بشكل صحيح دون قدر معين من التشويه. وبالتالي ، فإن مثل هذه الأنابيب ، في حين أن متوسط القطر الخارجي والقطر الداخلي ضمن التفاوتات الموضحة في هذا الجدول ، تتطلب تسامحًا بيضائيًا بنسبة 12.٪ فوق وتحت القطر الخارجي الاسمي ، وهذا بالإضافة إلى التفاوتات المشار إليها في هذا الجدول.
Cold Drawn Seamless (CDS) Mechanical Tubing Range of Sizes
|
OUTSIDE DIAMETER |
MINIMUM WALL |
|||||||||||||||||||||||
|
mm |
|
1.2 |
1.5 |
1.7 |
1.8 |
2.1 |
2.4 |
2.8 |
3.0 |
3.4 |
4.0 |
4.2 |
4.8 |
5.2 |
5.6 |
6.4 |
7.1 |
8.0 |
8.3 |
8.7 |
9.5 |
11.1 |
11.9 |
12.7 |
|
|
in |
0.049 |
0.058 |
0.065 |
0.072 |
0.083 |
0.095 |
0.109 |
0.120 |
0.134 |
0.156 |
0.165 |
0.188 |
0.203 |
0.219 |
0.250 |
0.281 |
0.313 |
0.325 |
0.344 |
0.375 |
0.438 |
0.469 |
0.500 |
|
12.7 |
0.500 |
• |
• |
• |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14.3 |
0.563 |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
15.9 |
0.625 |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
19.1 |
0.750 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
|
|
|
|
|
22.2 |
0.875 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
|
|
25.4 |
1.000 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
28.6 |
1.125 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
31.8 |
1.250 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
34.9 |
1.375 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
38.1 |
1.500 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
41.3 |
1.625 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
44.5 |
1.750 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
47.6 |
1.875 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
50.8 |
2.000 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
54.0 |
2.125 |
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
57.2 |
2.250 |
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
60.3 |
2.375 |
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
63.5 |
2.500 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
66.7 |
2.625 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
69.9 |
2.750 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
73.0 |
2.875 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
76.2 |
3.000 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
79.4 |
3.125 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
82.6 |
3.250 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
85.7 |
3.375 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
88.9 |
3.500 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
101.6 |
4.000 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
114.3 |
4.500 |
|
|
|
|
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
127.0 |
5.000 |
|
|
|
|
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
139.7 |
5.500 |
|
|
|
|
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
الحالة |
اسمي |
اسمي |
اسمي |
مكافئ |
مكافئ |
|
درجة 1018 |
|||||
|
ملفوفة على الساخن |
35000 |
60,000 |
30 |
B-68 |
116 |
|
طبيعي |
38000 |
58000 |
35 |
B-66 |
114 |
|
لينة صلب |
33000 |
50,000 |
40 |
B-57 |
97 |
|
كما رسمت |
70,000 |
85,000 |
10 |
B-87 |
170 |
|
صلب تخفيف ضغط القرص المضغوط |
60,000 |
80000 |
15 |
B-85 |
163 |
|
درجة 1020 |
|||||
|
ملفوفة على الساخن |
38000 |
60,000 |
30 |
B-68 |
116 |
|
طبيعي |
40,000 |
58000 |
35 |
B-66 |
114 |
|
لينة صلب |
33000 |
53,000 |
40 |
B-62 |
105 |
|
كما رسمت |
65,000 |
80000 |
10 |
B-85 |
163 |
|
صلب تخفيف ضغط القرص المضغوط |
60,000 |
75,000 |
15 |
B-81 |
149 |
|
درجة 1026 |
|||||
|
ملفوفة على الساخن |
47000 |
70,000 |
28 |
B-77 |
137 |
|
طبيعي |
50,000 |
67000 |
33 |
B-74 |
131 |
|
لينة صلب |
36000 |
60,000 |
35 |
B-68 |
116 |
|
كما رسمت |
72,000 |
87,000 |
10 |
B-89 |
179 |
|
صلب تخفيف ضغط القرص المضغوط |
65,000 |
82,000 |
15 |
B-86 |
167 |
|
بارد
سحب أقصى ٪ أكثر |
جدار
سمك |
|
|
معرف يصل إلى |
معرف 1.500 بوصة |
|
|
10 |
7.5 |
25 أو تحت |
|
12.5 |
10 |
أكثر من 2 |
* تنطبق تفاوتات الهوية على الأبعاد 0.625 بوصة وأكثر عندما يكون معرف ما لا يقل عن نصف OD
1: يصعب رسم العديد من الأنابيب التي يقل قطرها الداخلي عن 50 ٪ من القطر الخارجي أو بسماكة جدار تزيد عن 25 ٪ من القطر الخارجي ، أو بسماكة جدار تزيد عن 11 بوصة ، أو يزيد وزنها عن 90 رطل/قدم. لذلك ، يمكن أن يختلف القطر الداخلي أكثر أو أقل بمقدار يساوي 10 ٪ من سمك الجدار. انظر أيضا الحاشية ب.
2: بالنسبة لتلك الأنابيب التي يقل قطرها الداخلي عن 1\ 2 بوصة (أو أقل من 5\ 8 بوصة. عندما يكون سمك الجدار أكثر من 20 ٪ من القطر الخارجي) ، والتي لا يتم رسمها عادة على مغزل. الحاشية (أ) لا تنطبق. لذلك ، بالنسبة لتلك الأنابيب ، يتم تحسين القطر الداخلي من خلال تحمل القطر الخارجي الموضح في طاولة thiis والتفاوتات السميكة للجدار الموضحة في الجدول 9.
3: أنابيب ذات سماكة جدار أقل من 3 ٪ من القطر الخارجي لا يمكن تقويمها بشكل صحيح دون قدر معين من التشويه. وبالتالي ، فإن مثل هذه الأنابيب ، في حين أن متوسط القطر الخارجي والقطر الداخلي ضمن التفاوتات الموضحة في هذا الجدول ، تتطلب تسامحًا بيضائيًا بنسبة 12.٪ فوق وتحت القطر الخارجي الاسمي ، وهذا بالإضافة إلى التفاوتات المشار إليها في هذا الجدول.

























