+8615674993216
+8615674993216 sales@forever-steels.com
sales@forever-steels.com
 English
English العربية
العربية



أنابيب فولاذية غير ملحومة مسحوبة على البارد-دقة عالية وتشطيب سطح فائق
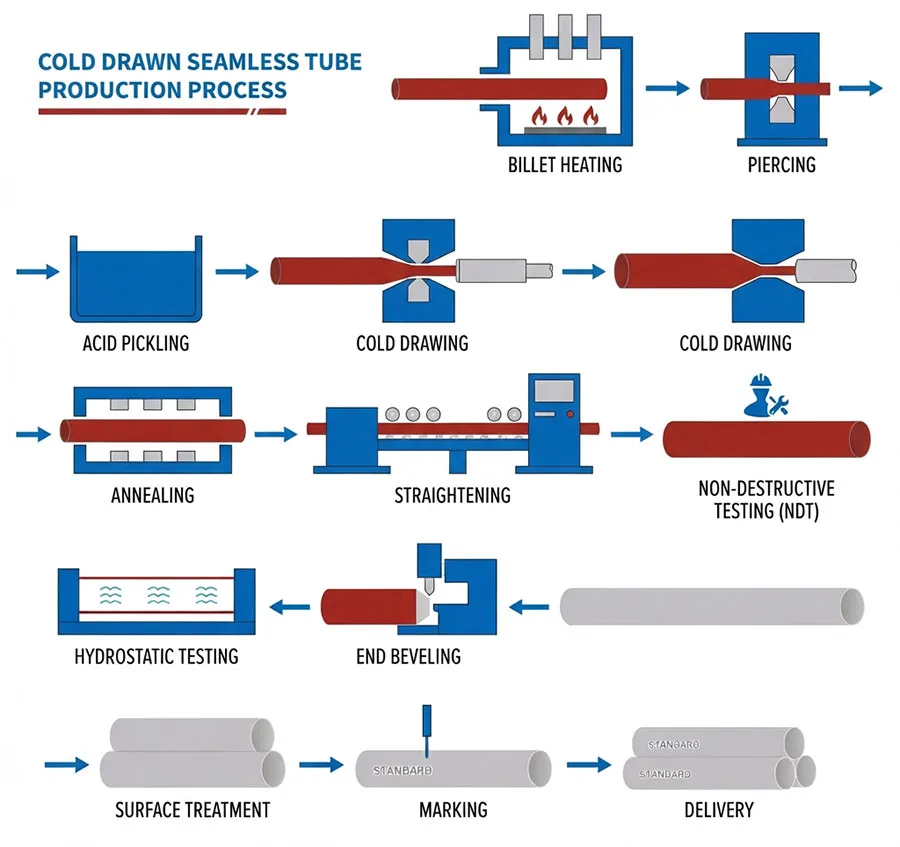
مواسير فولاذية غير ملحومة مسحوبة على البارد هي الخيار المفضل للتطبيقات التي تتطلب دقة الأبعاد الدقيقة وسطح ناعم خالٍ من المقياس. أنتج عن طريق رسم "الأم المدلفنة على الساخن" أنبوب "من خلال يموت في درجة حرارة الغرفة ، ويعزز عملية السحب الباردة الخواص الميكانيكية للفولاذ ، تزيد الصلابة ، وتضمن أكثر إحكامًا التحمل من البدائل المدرفلة على الساخن.
معايير مشتركة ودرجات الصلب
نحن تصنيع ومخزون مجموعة واسعة من أنابيب CDS لتلبية متطلبات ميكانيكية وهيكلية محددة:
ASTM A519: المواصفات القياسية ل أنابيب ميكانيكية غير ملحومة من الكربون وسبائك الصلب.
الدرجات الشائعة: 1010 ، 1020 ، 1045 ، 4130 ، 4140.
ASTM A179 (ASME SA179): سلس مسحوب على البارد أنابيب مبادل حراري ومكثف فولاذية منخفضة الكربون.
DIN 2391 / EN 10305-1: أنابيب فولاذية لـ تطبيقات دقيقة.
الدرجات: ST35 ، ST45 ، ST52 ، E215 ، E235 ، E355.
ASTM A106 / A53 الصف ب: للضغط العالي وأنابيب دقيقة عالية الحرارة.
الأبعاد و المواصفات الفنية
الدقة هي السمة المميزة للبرد المسحوب المنتجات. توفر منشأتنا قدرات التحجيم التالية:
|
ميزة |
المواصفات النطاق |
|
خارجي القطر (OD) |
1/8 مكعب إلى 12 * (3.18 *-323.8) |
|
جدار سمك (WT) |
0.5 مرة إلى 25 (رقيقة جدًا إلى جدار ثقيل) |
|
الطول |
لأعلى إلى 12 متر ، بطول ثابت ، أو U-Bent للمبادلات الحرارية |
|
التسامح |
OD: ± 0.05 إلى ± 0.1 ، WT: ± 5 ٪ إلى ± 7.5 ٪ |
|
سطح إنهاء |
ساطع صلب ، مصقول ، أو مزيت (خالية من المقياس) |
|
التسليم الحالة |
BK (+ ج) ، BKW (+ LC) ، BKS (+ SR) ، GBK (+ A) ، NBK (+ N) |
مجالات التطبيق الأساسية
بسبب الدقة العالية و أنابيب القوة ، الأقراص الدائرية ضرورية في الهندسة عالية الأداء:
السيارات والفضاء: الهيدروليكية اسطوانات ، أعمدة دفع ، ممتص صدمات ، وإطارات هيكلية.
المبادلات الحرارية والمكثفات: أنابيب نقل حراري عالية الكفاءة لمحطات الطاقة والمصافي.
الأنظمة الهيدروليكية والهوائية: خطوط طاقة السوائل الدقيقة حيث تكون الأختام الضيقة إلزامية.
تصنيع الآلات: المحامل ، البطانات ، ومكونات الدوران عالية السرعة.
النفط والغاز: أنابيب الأجهزة و أدوات قاع البئر التي تتطلب القطر الدقيق.
Cold Drawn Seamless (CDS) Mechanical Tubing Range of Sizes
|
OUTSIDE DIAMETER |
MINIMUM WALL |
|||||||||||||||||||||||
|
mm |
|
1.2 |
1.5 |
1.7 |
1.8 |
2.1 |
2.4 |
2.8 |
3.0 |
3.4 |
4.0 |
4.2 |
4.8 |
5.2 |
5.6 |
6.4 |
7.1 |
8.0 |
8.3 |
8.7 |
9.5 |
11.1 |
11.9 |
12.7 |
|
|
in |
0.049 |
0.058 |
0.065 |
0.072 |
0.083 |
0.095 |
0.109 |
0.120 |
0.134 |
0.156 |
0.165 |
0.188 |
0.203 |
0.219 |
0.250 |
0.281 |
0.313 |
0.325 |
0.344 |
0.375 |
0.438 |
0.469 |
0.500 |
|
12.7 |
0.500 |
• |
• |
• |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14.3 |
0.563 |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
15.9 |
0.625 |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
19.1 |
0.750 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
|
|
|
|
|
22.2 |
0.875 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
|
|
25.4 |
1.000 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
|
|
|
28.6 |
1.125 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
|
31.8 |
1.250 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
34.9 |
1.375 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
|
|
38.1 |
1.500 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
41.3 |
1.625 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
44.5 |
1.750 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
47.6 |
1.875 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
50.8 |
2.000 |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
54.0 |
2.125 |
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
57.2 |
2.250 |
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
60.3 |
2.375 |
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
63.5 |
2.500 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
66.7 |
2.625 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
69.9 |
2.750 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
73.0 |
2.875 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
76.2 |
3.000 |
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
79.4 |
3.125 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
82.6 |
3.250 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
85.7 |
3.375 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
88.9 |
3.500 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
101.6 |
4.000 |
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
114.3 |
4.500 |
|
|
|
|
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
127.0 |
5.000 |
|
|
|
|
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
139.7 |
5.500 |
|
|
|
|
|
|
|
|
|
|
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
• |
|
البيانات المقارنة سلسة فولاذ كربوني |
|||||
|
الحالة |
اسمي |
اسمي |
اسمي |
مكافئ |
مكافئ |
|
درجة 1018 |
|||||
|
ملفوفة على الساخن |
35000 |
60,000 |
30 |
B-68 |
116 |
|
طبيعي |
38000 |
58000 |
35 |
B-66 |
114 |
|
لينة صلب |
33000 |
50,000 |
40 |
B-57 |
97 |
|
كما رسمت |
70,000 |
85,000 |
10 |
B-87 |
170 |
|
صلب تخفيف ضغط القرص المضغوط |
60,000 |
80000 |
15 |
B-85 |
163 |
|
درجة 1020 |
|||||
|
ملفوفة على الساخن |
38000 |
60,000 |
30 |
B-68 |
116 |
|
طبيعي |
40,000 |
58000 |
35 |
B-66 |
114 |
|
لينة صلب |
33000 |
53,000 |
40 |
B-62 |
105 |
|
كما رسمت |
65,000 |
80000 |
10 |
B-85 |
163 |
|
صلب تخفيف ضغط القرص المضغوط |
60,000 |
75,000 |
15 |
B-81 |
149 |
|
درجة 1026 |
|||||
|
ملفوفة على الساخن |
47000 |
70,000 |
28 |
B-77 |
137 |
|
طبيعي |
50,000 |
67000 |
33 |
B-74 |
131 |
|
لينة صلب |
36000 |
60,000 |
35 |
B-68 |
116 |
|
كما رسمت |
72,000 |
87,000 |
10 |
B-89 |
179 |
|
صلب تخفيف ضغط القرص المضغوط |
65,000 |
82,000 |
15 |
B-86 |
167 |
|
سمك الجدار التحمل ل جولة ، ب ، ج أنابيب غير ملحومة تعمل على البارد لكل ASTM A519 |
||
|
بارد
سحب أقصى ٪ أكثر |
جدار
سمك |
|
|
معرف يصل إلى |
معرف 1.500 بوصة |
|
|
10 |
7.5 |
25 أو تحت |
|
11.5 |
10 |
أكثر من 2 |
* تنطبق تفاوتات الهوية على الأبعاد 0.625 بوصة وأكثر عندما يكون معرف ما لا يقل عن نصف OD
1: يصعب رسم العديد من الأنابيب التي يقل قطرها الداخلي عن 50 ٪ من القطر الخارجي أو بسماكة جدار تزيد عن 25 ٪ من القطر الخارجي ، أو بسماكة جدار تزيد عن 11 بوصة ، أو يزيد وزنها عن 90 رطل/قدم. لذلك ، يمكن أن يختلف القطر الداخلي أكثر أو أقل بمقدار يساوي 10 ٪ من سمك الجدار. انظر أيضا الحاشية ب.
2: بالنسبة لتلك الأنابيب التي يقل قطرها الداخلي عن 12.2 بوصة (أو أقل من 58.8 بوصة. عندما يكون سمك الجدار أكثر من 20 ٪ من القطر الخارجي) ، والتي لا يتم رسمها عادة فوق مغزل. الحاشية (أ) لا تنطبق. لذلك ، بالنسبة لتلك الأنابيب ، يتم تحسين القطر الداخلي من خلال تحمل القطر الخارجي الموضح في طاولة thiis والتفاوتات السميكة للجدار الموضحة في الجدول 9.
3: أنابيب ذات سماكة جدار أقل من 3 ٪ من القطر الخارجي لا يمكن تقويمها بشكل صحيح دون قدر معين من التشويه. وبالتالي ، فإن مثل هذه الأنابيب ، في حين أن متوسط القطر الخارجي والقطر الداخلي ضمن التفاوتات الموضحة في هذا الجدول ، تتطلب تسامحًا بيضاوية بنسبة 12.٪ فوق وتحت القطر الخارجي الاسمي ، وهذا بالإضافة إلى التفاوتات المشار إليها في هذا الجدول.
عملية إنتاج خياطة مسحوبة على البارد